Walter X•treme DM: Klein im Durchmesser, groß in der Tiefe
Walter komplettiert Sortiment der X•treme DM Mikrobohrer: Wer seine Bohrprozesse auf maximale Produktivität trimmen möchte, kommt an VHM-Spiralbohrern der jüngsten Generation nicht vorbei. Den Entwicklern der Walter AG ist es gelungen, die „extreme“ Performance ihrer X•treme-Familie auch auf die kleinsten zu übertragen, auf die X•treme DM Mikrobohrer. Klein ist nur der Durchmesser, die Bohrtiefen erreichen beachtliche 30 x D. Mehr noch, das Abtauchen gelingt in einem Zuge – „ohne Luft zu holen“.

Klein aber fein: Die VHM-Mikrobohrer der X•treme-Familie von Walter für den Durchmesserbereich 2,0 bis 2,95 mm bieten aufgrund optimierter Eigenschaften eine überdurchschnittliche Performance.
Arbeitsablauf beim Tiefbohren
Die Bohrexperten von Walter empfehlen dem Anwender folgenden Arbeitsablauf:
• 1. Anbohren mit Pilotbohrer X•treme Pilot 150 auf etwa 1.5 x D. (Bei Bohrungstiefen unterhalb 12 x D kann das Pilotieren in der Regel entfallen.)
• 2. Anfahren mit dem X•treme DM Bohrer mit geringer Drehzahl
• 3. Umschalten auf Nenndrehzahl und Bohren auf die gewünschte Tiefe in einem Zuge unter Zuschaltung des Kühlschmiermittels.
• 4. Reduzieren der Drehzahl und Zurückfahren des Werkzeugs.
Die korrekten Schnittdaten kann man der Werkzeugsoftware Walter GPS entnehmen. Der Hersteller empfiehlt außerdem einen KSM-Druck von 20 bis 70 bar, die Späne gelangen damit sicher aus der Bohrung. Als KSM eigenen sich sowohl Emulsion wie auch Schneidöl. Die Filterqualität sollte < 20 µm betragen.
Bohrspezialisten bezeichnen die Herstellung kleiner Bohrungen bis etwa 3,0 mm im Allgemeinen als Mikrobohren. Die kleinsten noch realisierbaren Durchmesser liegen im µm-Bereich und entstehen durch Mikrostanzen, Mikrolasern oder Mikro-Elektroerosion. Ab ca. 30 µm kommen bereits Bohrwerkzeuge zum Einsatz. Typische Anwendungen finden sich in der Elektronikindustrie und in der Mikromechanik. Viele Werkstücke bestehen aus hauchdünnem Ausgangsmaterial, oft nur wenige Hundertstel oder Zehntel Millimeter dick. Tiefer zu bohren ist in diesen Regionen auch kaum möglich.
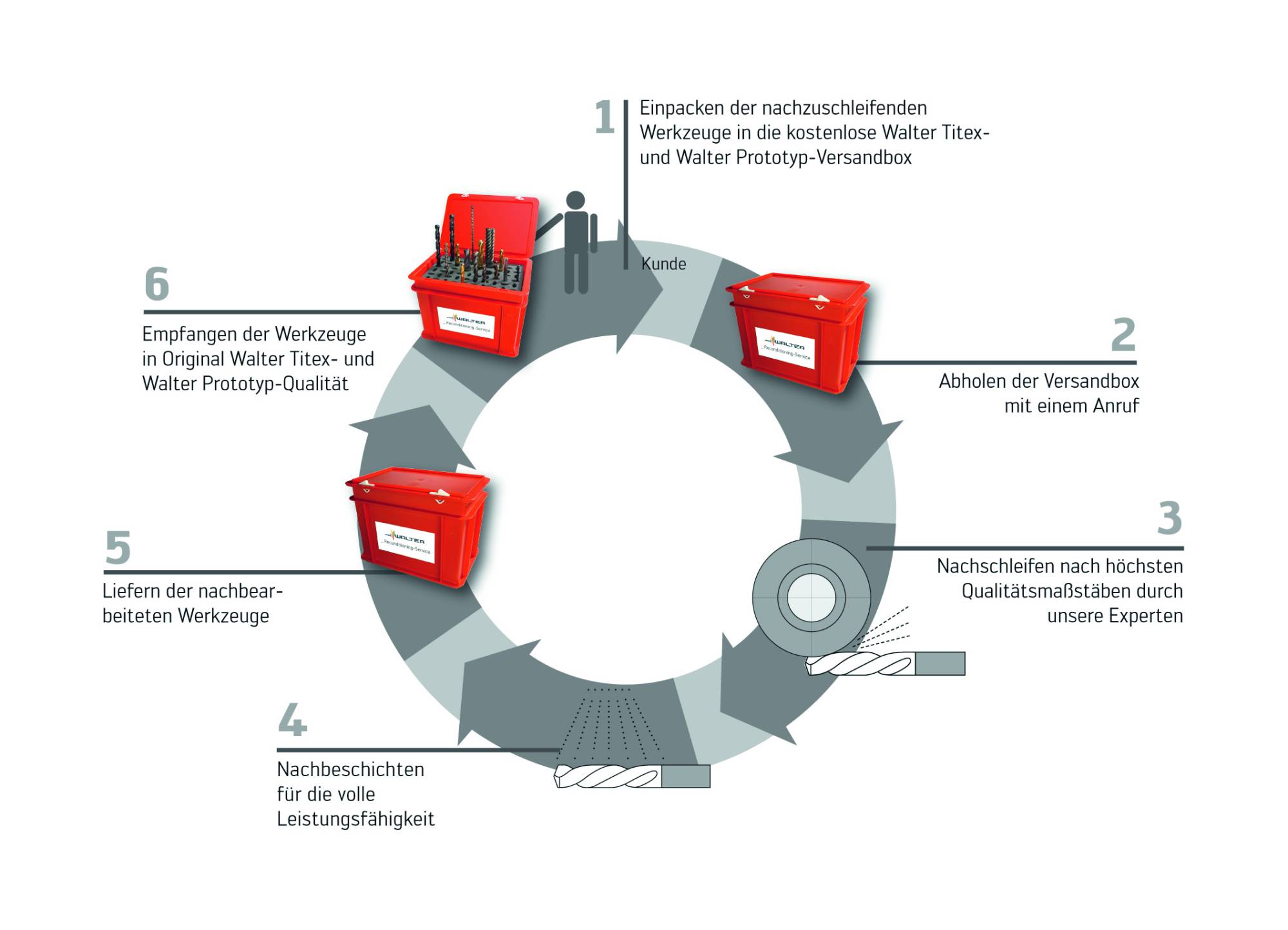
Der Walter Reconditioning-Service: In sechs einfachen Schritten zum wiederaufbereiteten Werkzeug in Originalqualität.

Helmut Gschrey
Senior Produktmanager Bohren bei Walter
„Bei der Entwicklung der X•treme DM Mikrobohrer haben wir die Features wie Hartmetallqualität, Geometrie, Mikrogeometrie, Dimensionierung der Kühlkanäle und Spannuten im Anschluss an viele Versuche exakt aufeinander abgestimmt.“
Bohrungen mit Ø 2,0 bis 3,0 mm
Anders am oberen Ende des Mikrospektrums, entsprechende Anwendungen finden sich vor allem im allgemeinen Maschinenbau, in der Luft- und Raumfahrt, im Werkzeug- und Formenbau oder in der Medizingerätetechnik. Hier werden häufig Bohrungen mit 2,0 bis 3,0 mm Durchmesser benötigt, teilweise mit Tiefen bis 20 x D und mehr. Beispiele sind Kühl-, Schmier-, Entlüftungs- oder Düsenbohrungen. Den Zerspanern stehen zwei Werkzeugkonzepte zur Auswahl: Einlippenbohrer und spiralisierte Bohrer.
Lange Zeit beherrschten die klassischen Einlippenbohrer die genannten Anwendungsfälle, denn Spiralbohrer konnten aus Gründen der hohen Zähigkeitsanforderungen nur aus HSS gefertigt werden. Die Schnittgeschwindigkeiten und Vorschübe waren demzufolge gering, die Bohrungen mussten häufig entleert werden, die Prozesssicherheit ließ zu wünschen übrig. Doch mittlerweile stehen spezielle Hartmetallsorten mit hoher Zähigkeit zur Verfügung, welche die Herstellung dünner und langer Spiralbohrer für hohe Schnittwerte erlauben. Die daraus gefertigten Exemplare der jüngsten Generation lassen ihre Konkurrenten in Sachen Stückzeiten deutlich hinter sich.
Den Erfolg dieser Werkzeuge bestätigt auch der Werkzeugspezialist Walter, Lieferant eines der größten VHM-Bohrerprogramme am Markt. „Wir stellen einen deutlichen Anstieg der Nachfrage nach VHM-Mikrobohrern aus unserer X•treme-Familie fest“, erklärt Helmut Gschrey, zuständiger Senior Produktmanager bei Walter. Der Präzisionswerkzeughersteller reagierte auf diese Entwicklung bereits wiederholt mit einer Programmerweiterung. Das letzte Update enthält beispielsweise die neuen Bohrerlängen 16 x D und 30 x D. Alle Längen oberhalb von 20 x D sind nun auch in 2,0 mm-Ausführung verfügbar (bisher 2,5 mm). Gschrey weiter: „Wir haben uns aufgrund der Nachfrage für ein großes Standardprogramm entschieden mit Durchmesserstufen von 0,1 mm, teilweise sogar 0,05 mm, so dass nahezu jeder Anwender den passenden Bohrer findet.“
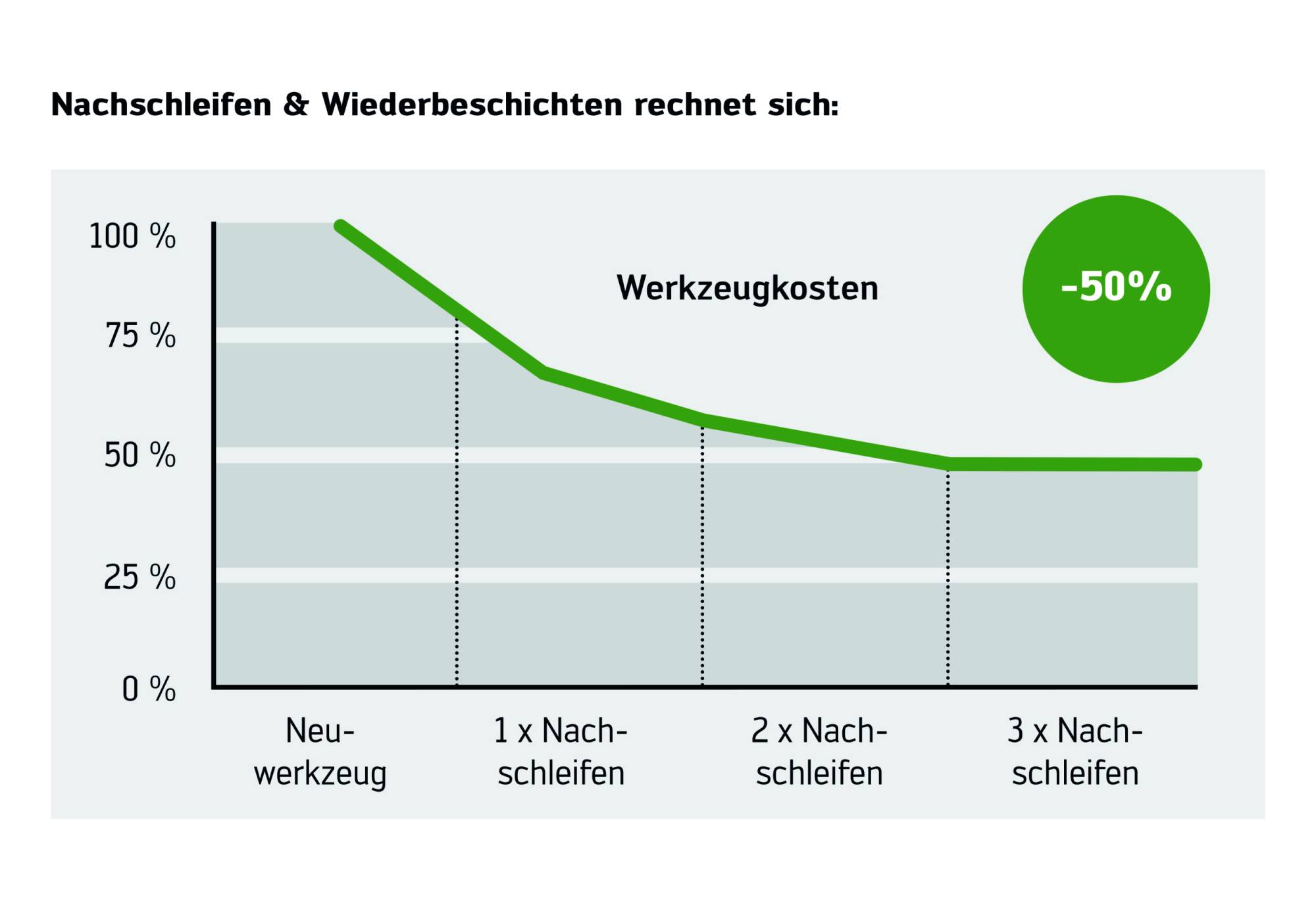
Durch Reconditioning lassen sich nach nur dreimaligem Wiederaufbereiten so etwa 50 Prozent der Werkzeugkosten einsparen.

Dr. Peter Müller
Entwicklungsleiter für die Bohrwerkzeuge bei Walter
„Ein erneutes Anbohren bedeutet eine zusätzliche Belastung für das Werkzeug, die wir jedoch vermeiden wollen. Eine Prozessunterbrechung durch Lüften bringt außerdem eine Unsicherheit in den Arbeitsablauf. Ein Werkzeug, das ohne Lüften auskommt, ist beim Tiefbohren mit kleinem Durchmesser immer die bessere Wahl.“
Auf die Feinheiten kommt es an
Die Performance der Bohrer basiert auf den Eigenschaften der X•treme-DM-Technologie von Walter – D steht dabei für deep, M für mikro. Dank der Technologie waren in den vergangenen Jahren große Fortschritte in der Hartmetallentwicklung möglich, allen voran die Innenkühlung. Feine Kühlkanäle winden sich durch den spiralisierten Werkzeugkörper bis an die Schneiden, um diese auf Betriebstemperatur zu halten. Eine optimierte Spitzengeometrie mit spezieller Schneidkantenpräparation sowie eine besondere Nutengeometrie sorgen für eine optimale Spanbildung. Polierte Spannuten unterstützen den Spantransport aus der Bohrung. Zwei Führungsfasen halten die Werkzeuge auf Kurs. Eine besondere Beschichtung auf Aluminium-Titannitrit-Basis wirkt dem Verschleiß entgegen und erhöht die Standzeiten. Der Pilotbohrer X•treme Pilot 150 und der X•treme M für Bohrungstiefen von 5 x D verfügen über eine AML-Komplettbeschichtung. Die Typen für die tieferen Bohrungen stattet Walter mit einer AMP-Kopfbeschichtung aus (s. Typenübersicht). Damit sind die Werkzeuge fit für die ISO-Werkstoffgruppen P, K, M und N, teilweise auch für S und H. Schwer zerspanbare Materialien sind ein weites Feld mit teilweise sehr verschiedenen Eigenschaften. „Die Bearbeitung von Titanwerkstoffen ist teilweise möglich, ausschlaggebend sind die Anteile der Legierungsbestandteile und die Art der Anwendung“, meint der Produktmanager.
Je kleiner ein Werkzeug, desto mehr kommt es auf die Feinheiten an. Helmut Gschrey dazu: „Wir haben sämtliche Merkmale wie Hartmetallqualität, Geometrie, Mikrogeometrie, Dimensionierung der Kühlkanäle und Spannuten im Anschluss an viele Versuche exakt aufeinander abgestimmt und dabei nichts dem Zufall überlassen. Die Performance ist das Ergebnis eines perfekten Zusammenspiels aller Werkzeugmerkmale. Die Beschichtung passt nur zu der von Walter ermittelten Geometrie und Mikrogeometrie.“ Diese maximale Sorgfalt bei der Feinabstimmung beschert dem Anwender beachtliche Produktivitätssteigerungen von 50 bis 100 Prozent, so Gschrey weiter.


Jens-Peter Schneck
Reconditioning & Recycling Manager bei Walter
„Das Walter Reconditioning-Programm zielt auf einen möglichst geschlossenen Kreislauf: Wir verkaufen das Produkt, bereiten es in unserm Reconditioning- Kreislauf wieder auf und verlängern so den Produktlebenszyklus. Endgültige verschlissene Werkzeuge nehmen wir über unser Recyclingprogramm natürlich wieder zurück.“
Wie die Großen, nur diffiziler
Walter empfiehlt beim Tiefbohren folgenden Arbeitsablauf: Anbohren mit Pilotbohrer X•treme Pilot 150 auf etwa 1,5 x D. Danach Anfahren mit dem X•treme DM Bohrer mit geringer Drehzahl. Es folgt das Umschalten auf Nenndrehzahl und Bohren auf die gewünschte Tiefe in einem Zuge mit Innenkühlung (Anm.: ohne zu lüften), sowie das Zurückfahren des Werkzeugs (Anm.: Genaue Beschreibung des Prozesses siehe Info-Box).
Angesichts des kleinen Durchmessers wäre ein Absetzen der Tiefbohrprozesse zum Lüften der Bohrung eine Möglichkeit, die Dr. Peter Müller, Entwicklungsleiter für die Bohrwerkzeuge bei Walter, jedoch ausschließt. „Ein erneutes Anbohren bedeutet eine zusätzliche Belastung für das Werkzeug, die wir jedoch vermeiden wollen. Eine Prozessunterbrechung durch Lüften bringt außerdem eine Unsicherheit in den Arbeitsablauf. Es stellt sich dann die Frage, wie und wann man lüften soll. Die Antwort ist von vielen variablen Faktoren abhängig, die man nie genau kennt. Ein Werkzeug, das ohne Lüften auskommt, ist beim Tiefbohren mit kleinem Durchmesser immer die bessere Wahl.“
Herstellerempfehlungen beachten
So gesehen unterscheidet sich das Arbeiten mit den Kleinen nicht von den Großen. Die superlangen XD-Bohrer für Durchmesser 5,0 bis 12 mm und 70 x D Bohrtiefe von Walter bohren ebenfalls in einem Zuge in die Tiefe. „Bei den Kleinen ist alles ähnlich wie bei den Großen, nur viel diffiziler und kritischer“, meint Dr. Müller. Schon die Herstellung ist schwieriger. Beispiel Mikrogeometrie. Diese bewegt sich bei Schneiden, die selbst nur einen oder eineinhalb Millimeter lang sind, in einer Größenordnung von wenigen µm. Dabei muss man sich bewusst machen: Der Verschleiß kündigt sich bei Bohrern in dieser Größe nicht lange vorher an. Aufgrund des geringen Werkzeugvolumens ist die Wärmeaufnahmefähigkeit minimal. Überbeanspruchungen durch Nichtbeachtung der Herstellerempfehlungen werden schnell durch ein Totalversagen quittiert. Laut Walter sorgt die DM-Technologie der X•treme Mikrobohrer dafür, dass dies weniger oft passiert als bei herkömmlichen Bohrern in dieser Kategorie. „Prozesssicherer lässt sich ein spiralisierter VHM-Bohrer für den Mikrobereich nicht konzipieren“, versichert Helmut Gschrey.
Reconditioning-Service spart 50 % Werkzeugkosten
Dennoch ist die exakte Schneidkantenpräparation eine immens wichtige Stellschraube für Leistung und Standzeit. Aus dem Grund sind die Werkzeuge im Verschleißfall beim Reconditioning-Service des Herstellers in den besten Händen. Denn nur dieser kann die Bohrer wieder mit allen Feinheiten versehen und somit in eine „fast-wie-neu“-Zustand versetzen. Das gilt auch für die Beschichtung. Nach nur dreimaligem Wiederaufbereiten lassen sich so etwa 50 Prozent der Werkzeugkosten einsparen. Die Abwicklung ist einfach. Dem Kunden steht eine spezielle Transportbox mit standardisiertem Lieferschein und Barcode-Aufkleber zur Verfügung. Diese wird mit den verschlissenen Werkzeugen befüllt und auf Wunsch abgeholt. Die Wiederaufbereitung durch die Walter Reconditioning-Experten erfolgt mit Originalgeometrie und der leistungsfähigen original Beschichtung. Ein herkömmlicher Nachschliff mit Standardbeschichtung würde zu deutlich geringeren Standzeiten und geringerer Prozesssicherheit führen. Jens-Peter Schneck, Reconditioning & Recycling Manager bei Walter präzisiert: „Gerade bei diesen sehr kleinen und gleichzeitig komplexen Werkzeugen besteht die erhöhte Gefahr dass sie brechen – auch beim Nachschleifen. Hier ist es deshalb umso wichtiger, auf das Know-how des Herstellers zu setzen. Denn wenn die zuvor abgenutzten XD-Bohrer dann nach wenigen Tagen wieder zum Kunden geliefert werden, erhält er diese Werkzeuge in Originalqualität – fast wie neu. Reconditioning ist für uns ein entscheidender Bestandteil des – verlängerten, kosten- und ressourcenschonenden – Produktlebenszyklus.“
Teilen: · · Zur Merkliste