anwenderreportage
Walter DC170: Produktivitätssprung beim Bohren - Geschwindigkeit verdreifacht, Standzeit verdoppelt
Werkzeuge für die Kunststoffverarbeitung sind die Spezialität von Jussel Werkzeugbau. Ein Team kompetenter und erfahrener Mitarbeiter fertigt diese auf einem modernen Maschinenpark aus vergüteten Spezialstählen. Große Spritzgussformteile erhalten dabei oft 200 bis 300 Bohrungen in verschiedenen Ausrichtungen. Nach einer Empfehlung von knapptools stieg Jussel auf den Hochleistungs-VHM-Bohrers DC170 von Walter um. Damit ließ sich die Bearbeitungsgeschwindigkeit verdreifachen, und dass bei verdoppelter Werkzeugstandzeit. Der so ermöglichte Wirtschaftlichkeitssprung stärkt die Konkurrenzfähigkeit des Vorarlberger Unternehmens und seiner Kunden. Von Ing. Peter Kemptner, x-technik

Der Einsatz des DC170 VHM-Bohrwerkzeuges von Walter ermöglichte bei Jussel das Verdreifachen der Vorschubgeschwindigkeit. Pro Bauteil werden in unterschiedlichen Ausrichtungen 200 bis 300 Bohrungen gesetzt.

Goran Milovanovic
Werkstattleiter, Jussel
„Unsere Tests bestätigten eindrucksvoll, dass es Walter mit dem DC170 gelungen ist, eine völlig neue Leistungsklasse von VHM-Bohrern zu entwickeln. Wir konnten damit die Vorschubgeschwindigkeit von 300 auf 900 mm/s verdreifachen.“
Kunststoffe haben unsere Welt nachhaltig verändert. Sie ermöglichen die kostengünstige Herstellung von Produkten und Verpackungen mit komplexer Geometrie. Entscheidend für die Eigenschaften und die Qualität der meisten Kunststoffprodukte ist der Werkzeug- und Formenbau. Auf diesem Gebiet bietet die Jussel GmbH & Co KG in Lauterach ein Komplettangebot, das von der Beratung über die Konstruktion bis zur Produktion reicht.
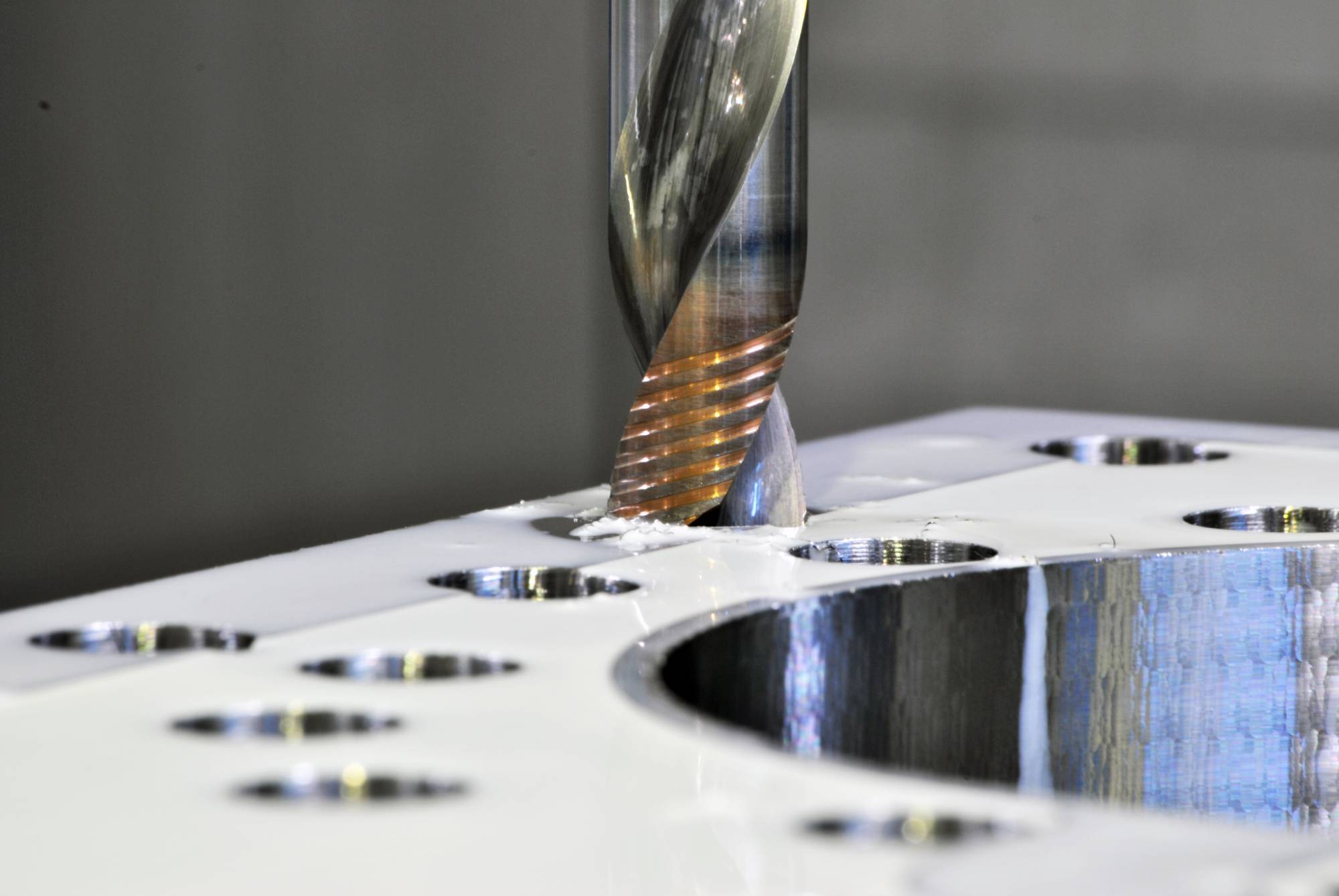
Durch die besondere Ausrichtung der Führungsfasen des innen gekühlten Bohrers umspült das Kühlschmiermittel den Bohrer kontinuierlich und sorgt so für einen einzigartigen Kühleffekt.

Christian Knapp
Geschäftsführender Gesellschafter, knapptools
„Ein entscheidendes Merkmal der innen gekühlten DC170 VHM-Bohrer ist die besondere Ausrichtung ihrer Führungsfasen. Das Kühlschmiermittel, das dank flacher Einstiche ungebremst fließen kann, umspült dadurch den Bohrer kontinuierlich und sorgt so für einen einzigartigen Kühleffekt.“
200 bis 300 Bohrungen pro Teil
Werkzeuge für die Kunststoffverarbeitung fertigt Jussel als Einzelstücke oder in Kleinserie aus vergüteten Spezialstählen mit rund 300 HB Härte. Eine Spezialität des Vorarlberger Unternehmens sind Extruderschnecken. Eine andere sind Formen für die Herstellung der Vorformlinge, aus denen in Blasform-Maschinen PET-Flaschen entstehen. Solche Formen können bei 50 bis 100 mm Materialstärke bis ca. 1.500 x 500 mm groß sein.
200 bis 300 Bohrungen pro Teil dienen der Führung und dem zuverlässigen Schließen der Spritzgussform bei hohem Druck. „Dabei handelt es sich hauptsächlich um Kernlochbohrungen für Gewinde von M10 bis M20 in einer der Platten und die korrespondierenden Schraubendurchführungen in der anderen“, berichtet Werkstattleiter Goran Milovanovic und ergänzt: „Diese Bohrungen werden in 5-Achs-Bearbeitung auf Bearbeitungszentren in unterschiedlichen Ausrichtungen gesetzt – auch schräg!“

Eine 360-Grad-Rundumkühlung: Die charakteristischen Führungsfasen sind durch flache Rillen getrennt, die das an der Spitze austretende Kühlschmiermittel um den Bohrer leiten.
Der richtige Bohrer entscheidet
Bereits als Goran Milovanovic vor 20 Jahren ins Unternehmen gekommen ist, stellte Jussel solche und ähnliche Formen her. Deshalb war für ihn auch in der Vergangenheit die Wahl des richtigen Bohrers stets ein beherrschendes Thema. „Der Bohrer bestimmt einerseits die Rundheit, Geradlinigkeit und Maßhaltigkeit der teilweise auch schräg gesetzten Bohrungen und andererseits durch die Bearbeitungszeit die Wirtschaftlichkeit des Fertigungsprozesses“, betont er. „Wir ließen uns daher von allen namhaften Herstellern stetig über ihre neuesten technologischen Entwicklungen informieren.“ Die besten Ergebnisse erzielten die Formenbauer zuletzt mit einem innen gekühlten Vollhartmetallbohrer, der über mehrere Jahre unangreifbar schien.
„Als Walter 2015 mit dem auf der AMB 2014 vorgestellten DC170 einen neuartigen Vollhartmetallbohrer auf den Markt brachte, gehörte Jussel zu den ersten Kunden, denen ich das Produkt zum Test angeboten habe“, erinnert sich Christian Knapp, Geschäftsführender Gesellschafter der knapptools OHG, die Walter-Werkzeuge in Westösterreich vertreibt. „Gerade in einem Umfeld mit sehr vielen Bohrungen in sehr harten Materialen versprach die neuartige Geometrie erhebliche Produktivitätsgewinne.“

Zusätzlich zu einer Verdoppelung der Standzeit lässt sich die Nutzungsdauer des DC170 durch werksseitiges Überarbeiten drei- bis viermal verlängern. Die Nachschliff-Reserve lässt sich an den Kühlrillen des Bohrers ablesen. Im Bild Goran Milovanovic (li.) und Christian Knapp.


Infos zum Anwender
Vor mehr als 50 Jahren gegründet, bietet die Jussel GmbH & Co KG ein Werkzeugbau-Komplettangebot, das von der Beratung über die Konstruktion bis zur Fertigung auf einem modernen Maschinenpark reicht. Damit ist das in zweiter Generation familiengeführte Vorarlberger Unternehmen vor allem ein anerkannter Partner der Kunststoffindustrie.
Überzeugender Test
Mehr als 150 Jahre ist es her, dass der Schweizer Giovanni Martignoni 1863 den Spiralbohrer erfand, und auch Vollhartmetallbohrer sind mittlerweile bereits mehr als 30 Jahren in Gebrauch. Werkzeughersteller stecken laufend erhebliche Mittel in die Weiterentwicklung der Bohrer. Deshalb werden auch auf diesem Gebiet immer wieder erhebliche technische Fortschritte erzielt. Dennoch fällt es schwer, an einen richtiggehenden Sprung zu glauben.
Verständlich also, dass der Maschinenführer erst von der Sinnhaftigkeit von Tests mit einem neuen Bohrer überzeugt werden musste. „Unser Maschinenbediener wollte die Verantwortung für ein Arbeiten mit den empfohlenen und utopisch wirkenden Einstellungen zunächst gar nicht übernehmen. Diese ersten Tests bestätigten aber eindrucksvoll, dass es Walter mit dem DC170 gelungen ist, eine völlig neue Leistungsklasse von Bohrern zu entwickeln“, erinnert sich Goran Milovanovic.

Durch ein revolutionäres Design und völlig neuartige Features erreicht der DC170 von Walter bisher nicht möglich gehaltene Vorschubgeschwindigkeiten.
Vorsprung durch Geometrie
„Ein entscheidendes Merkmal der innen gekühlten Bohrer ist die besondere Ausrichtung ihrer Führungsfasen“, erläutert Christian Knapp. „Das Kühlschmiermittel, das dank flacher Einstiche ungebremst fließen kann, umspült dadurch kontinuierlich den Bohrer und sorgt so für einen einzigartigen Kühleffekt.“
Die markanten Kühlrillen sorgen für die optimale Betriebstemperatur. Zudem macht die außerordentlich große Hartmetallmasse direkt hinter der Schneidecke den DC170 nicht nur sehr stabil, sondern sorgt für eine wirksame Ableitung auch höchster Temperaturen. Gemeinsam mit einem extrem ruhigeren Lauf der kontinuierlich geführten und daher schwingungsarmen Bohrer ermöglicht das Vorschubgeschwindigkeiten, die zuvor nicht nur bei Jussel als unrealistisch galten.
Geschwindigkeit verdreifacht
Der anfangs skeptische Maschinenbediener war sofort restlos überzeugt. Gleich nach den Tests kam er mit einer Liste der benötigten Dimensionen. Auch im Echtbetrieb bestätigten sich die hervorragenden Ergebnisse, denn die richtigen Einstellungen waren auf Basis der Empfehlungen von Knapp Tools rasch gefunden. Hilfreich war dabei auch das Online-Angebot Walter GPS, das Anwendern an die jeweilige Bearbeitungsaufgabe angepasste Werkzeug- und Schnittdatenempfehlungen bietet.
„Wir konnten die Vorschubgeschwindigkeit von 300 auf 900 mm/s verdreifachen“, berichtet Goran Milovanovic. Das hat nicht nur direkte Auswirkungen auf die Bearbeitungszeit. „Wir schaffen nun innerhalb einer einzigen Schicht sowohl alle Bohrungen als auch die Planung für die anschließende 3D-Bearbeitung der Spritzkanäle, sodass diese in der folgenden mannlosen Schicht erfolgen kann.“
Standzeit verdoppelt
Aufgrund der konstruktiven Komplexität ist die Herstellung des DC170 mit einem hohen Aufwand verbunden. Demzufolge kostet das Produkt deutlich mehr als der früher verwendete Bohrer. „Diese Mehrkosten refinanzieren sich zuverlässig und äußerst schnell“, so Goran Milovanovic der noch verdeutlicht: „Neben der dreifachen Geschwindigkeit bringt es der DC170 von Walter auch auf eine doppelt so hohe Standzeit wie der zuvor verwendete VHM-Bohrer.“
Ein weiterer wirtschaftlicher Aspekt ist, dass Walter zu sehr geringen Kosten eine drei- bis viermalige Aufarbeitung gebrauchter DC170-Bohrer anbietet. „Das Nachschärfen erfolgt auf den Originalmaschinen im Herstellerwerk. Auch die zweilagige Spezialbeschichtung wird wiederhergestellt – das garantiert die gleiche Qualität wie bei einem neuen Werkzeug“, erläutert Christian Knapp. Eine beim Kunden aufgestellte Red-Box sorgt für eine einfache Logistik. Die Kühlrillen des Bohrers dienen als Skala zum Erkennen, wie oft ein Nachschleifvorgang noch möglich ist.
Beitrag zur Standortsicherung
„Nie zuvor hat durch den Umstieg auf ein neues Werkzeug unsere Produktivität einen so gewaltigen Schritt nach vorne gemacht wie beim DC170 von Walter“, freut sich Goran Milovanovic der abschließend zusammenfasst: „Das hilft uns, den Unternehmensstandort in Westösterreich abzusichern und letztlich auch unseren Kunden, die Wirtschaftlichkeit der Produktion von Spritzgussteilen bereits ab geringeren Stückzahlen zu erreichen.“
Teilen: · · Zur Merkliste