anwenderreportage
Prozessoptimierung perfekt umgesetzt
Oft genug ist in unserer globalen Wirtschaft vom Schlagwort Prozessoptimierung zu hören. Über ein Beispiel, wo dies perfekt umgesetzt wurde, konnten wir uns beim steirischen Unternehmen BHDT ein Bild machen. Dort stellte man den Fertigungsprozess eines Hochdruckzylinders gemeinsam mit den Werkzeugspezialisten Iscar und Diahon auf komplett neue Beine und sparte dabei nicht nur enorm viel Haupt- und Nebenzeit, sondern konnte zudem eine 100 %ige Prozesssicherheit erreichen. Autor: Ing. Robert Fraunberger / x-technik

Eine wesentliche Komponente der Hochdruck-Pumpen sind die Hochdruckzylinder, in denen die flüssigen Medien verdichtet werden. Diese Zylinder mit einem Endmaß von 220 mm Länge bei einem Außendurchmesser von 85 mm und einem Innendurchmesser von 29 mm sind aus rostbeständigem Edelstahl mit einer Härte von 40 bis 48 HRC, um auch in allen Einsatzgebieten korrosionsbeständig zu sein.
*Infos zur Autofrettage
Bei diesem Verfahren zur Festigkeitssteigerung für den Einsatz bei hohen und pulsierenden Innendrücken wird die Bohrung (oder Rohre) einem über dem späteren Betriebsdruck und über der Streckgrenze liegenden Innendruck ausgesetzt, sodass die Bereiche der Innenwand plastifizieren. Dabei wird die Bohrung mit einer Flüssigkeit gefüllt und die Enden verschlossen. Über Pumpen und einen Druckübersetzter wird der benötigte Höchstdruck aufgebaut. Nach dem Entspannen entstehen in diesem Bereich Druckeigenspannungen, die einer Rissbildung vorbeugen und somit die Zeitfestigkeit deutlich steigern. Eine genaue Kenntnis des plastischen Verhaltens des Werkstoffes ist zwingend erforderlich, um einerseits den gewünschten Effekt auszureizen, aber andererseits eine Überanspruchung oder gar eine Beschädigung zu verhindern. (Quelle: Wikipedia)
Die BHDT GmbH aus dem steirischen Kapfenberg hat sich auf die Herstellung von Hochdruckanlagen und Hochdruckkomponenten für die chemische und petrochemische Industrie spezialisiert. Die Schwesterfirma BFT GmbH ist Hersteller von Hoch- und Höchstdruckpumpen für flüssige Medien, mit Betriebsdrücken von 2.000 bis 12.000 bar. „Durch jahrzehntelange Erfahrung, geeignete Werkstoffauswahl sowie eine qualitätsgesicherte Abwicklung von Aufträgen haben wir uns eine hervorragende Position am Weltmarkt erarbeitet“, erklärt Ing. Richard Grünbichler, Produktionsleiter bei den Kapfenbergern, der weiter ausführt: „Unsere Stärke liegt nicht nur in der Erzeugung von einzelnen Produkten. Wir bieten vor allem Systeme, die hohes Know-how im Projektmanagement, Detail-Engineering und Prozesskenntnisse erfordern.“
Die Unternehmensgeschichte reicht bis ins Jahr 1958 zurück, als man bei Böhler den Geschäftsbereich Hochdrucktechnik startete. Im Jahr 2008 schließlich wurde das Unternehmen in BHDT umbenannt. Mit aktuell 340 Mitarbeitern und einem Umsatz von 110 Mio. Euro ist die BHDT einer der weltweit führenden Anbieter von Hochdrucksystemen. Das belegt nicht zuletzt eine Exportquote von 95 %.
Das Produktionsprogramm umfasst Hochdruckpumpen sowie sämtliche in einer Hochdruckanlage benötigten Hochdruckkomponenten wie Reaktoren, Kühler, Hochdruck-Ventile, Fittinge, Isometrien mit Zubehör, etc. „Unsere Produkte werden in Zusammenarbeit mit Lizenzgebern von chemischen Prozessen unter Einbeziehung der Kundenanforderungen mit höchster Genauigkeit und auf höchstem technologischen Standard gefertigt“, so Grünbichler weiter.

Das Projektteam (v.l.n.r.): Martin Fluch (BHDT), Volker Labrenz (Iscar), Wolfgang Birnbaumer (BHDT) und Christian Streit (Iscar), Anm.: nicht am Bild zu sehen: Manuel Postl, Raimund Lenger (beide BHDT).

Wolfgang Birnbaumer
Werkzeugmanagement bei BHDT
„Um international bestehen zu können, sind Prozessoptimierungen bei BHDT nicht mehr wegzudenken. Dabei benötigen wir die Hilfe von erfahrenen Werkzeugspezialisten. Mit Sicherheit werden weitere Optimierungsprojekte folgen und Iscar wird dabei eine wichtige Rolle spielen.“
Optimierungsprojekt: Hochdruckzylinder
Die letzten Jahre waren wirtschaftlich sehr erfolgreich, doch natürlich spürt man den aktuell sehr niedrigen Ölpreis. „Es werden aufgrund der Preissituation kaum neue Projekte in der Öl- und petrochemische Industrie gestartet – das wirkt sich auch auf unsere Produktion aus“, bringt sich Wolfgang Birnbaumer, verantwortlich für das Werkzeugmanagement bei BHDT, ein. Die Kapfenbegrer verfügen über eine ausgesprochen hohe Fertigungstiefe und sind breit aufgestellt. „Dadurch können wir unsere Fertigungsprozesse auch ständig weiterentwickeln und so die Produktivität und Wirtschaftlichkeit stetig verbessern“, so der Zerspanungsexperte.
Wesentliche Komponente der Hochdruckpumpen sind die Hochdruckzylinder, in denen die flüssigen Medien verdichtet werden. Diese Zylinder mit einem Endmaß von 220 mm Länge bei einem Außendurchmesser von 85 mm und einem Innendurchmesser von 29 mm sind aus rostbeständigem Edelstahl mit einer Härte von 40 bis 48 HRc, um auch in allen Einsatzgebieten korrosionsbeständig zu sein. Wolfgang Birnbaumer wollte den Herstellungsprozess dieses Zylinders, der in Losgrößen von 40 bis 50 Stück wird, deutlich optimieren.
Zuvor wurde der Rohteil unter Mehrfachlängen tieflochgebohrt, gehont und dann autofrettiert*. „Danach wurde auf die entsprechende Teilelänge gesägt und bei uns dann überdreht, erläutert Birnbaumer. Dann wurde der Teil innen vorgedreht und wieder auf einer Honmaschine auf das Endmaß gehont und anschließend fertiggedreht. „Aufgrund dieses komplexen Prozesses mit zahlreichen Umspannungen hatten wir eine Nachbearbeitungsquote von nahezu 40 Prozent. Ganz zu schweigen von der langen Bearbeitungsdauer. Um den Prozess wesentlich verbessern zu können, war es für mich ausschlaggebend, diese vielen Zugriffe auf den Bauteil zu minimieren und auch das verantwortliche Fertigungsteam auf eine Handvoll Facharbeiter zu beschränken.“

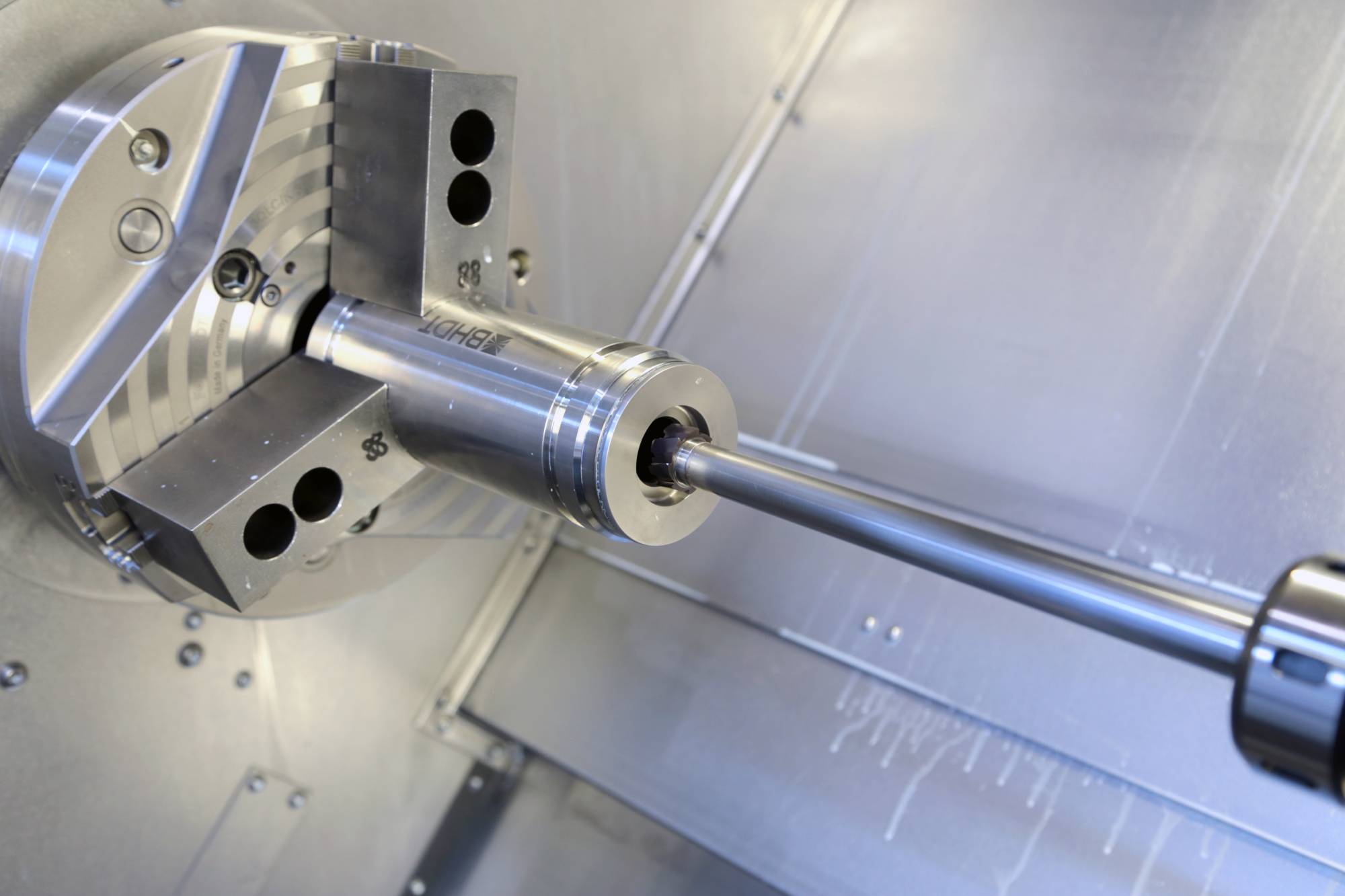
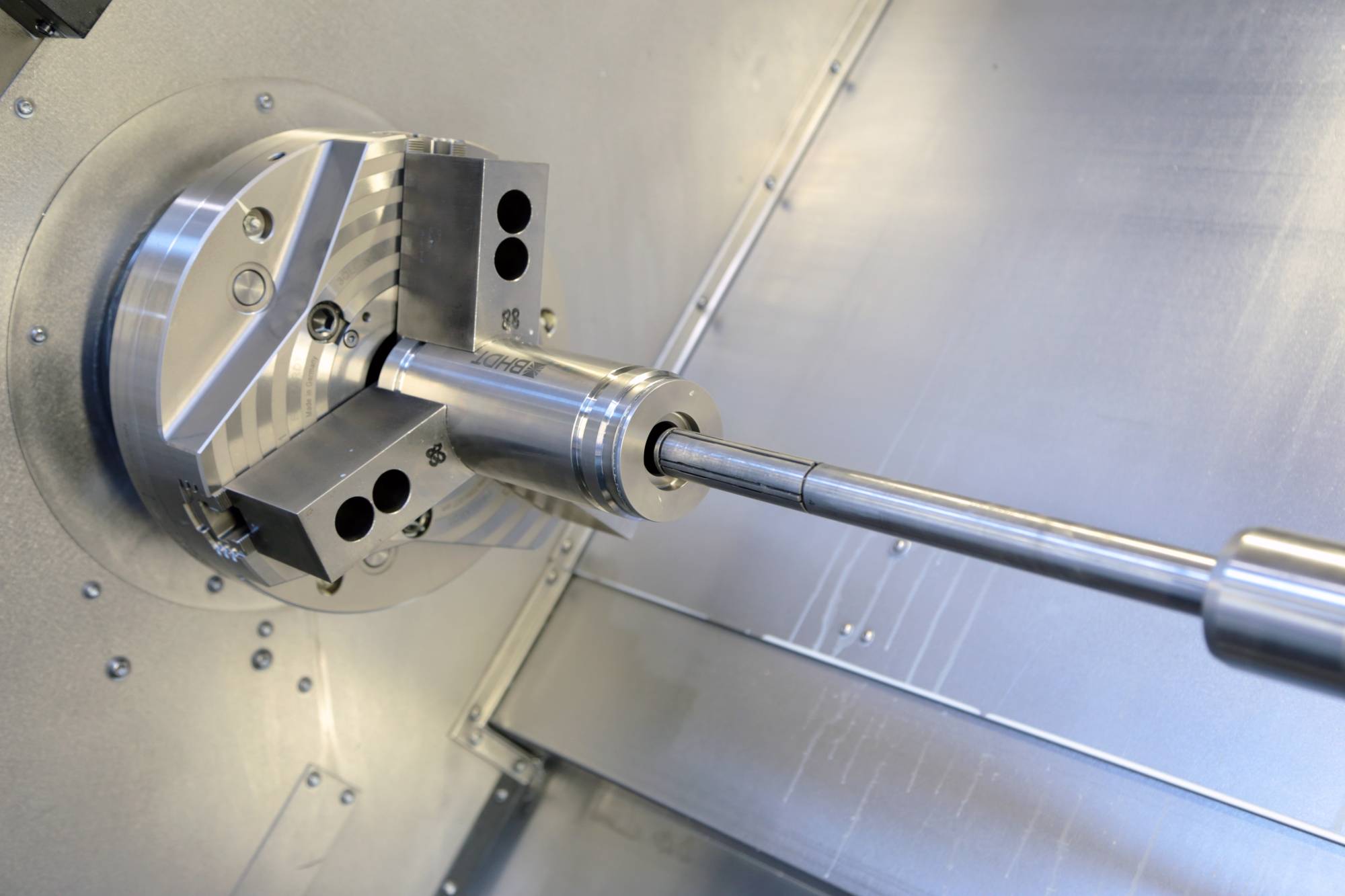
Für den Reibvorgang verwendet BHDT den BAYO T-REAM, ein Iscar-Werkzeugsystem mit auswechselbaren Reibköpfen. Ausschlaggebend für die Prozesssicherheit und Qualität der Bohrung ist dabei die innere Kühlmittelzufuhr.
Iscar-Werkzeuge ermöglichen Umstellung
Ausgehend von einem Rohteil, der bereits endkonturnahe angeliefert wird, reduzierte der Zerspanungsexperte die mechanische Bearbeitung auf eine einzige CNC-Drehmaschine, mit möglichst wenigen Aufspannungen. Die Bearbeitung sollte demnach auf einer Traub TNA 500, mit einer Antriebsleitung von 30 kW und 20 bar Kühlmitteldruck, durchgeführt werden. Um ein wirtschaftliches Konzept für die Herstellung der Bohrung festzulegen, lud Wolfgang Birnbaumer verschiedene Hersteller ein, wobei Iscar Austria und Diahorn mit einem vierstufigen Bearbeitungsprozess das für BHDT mit Abstand beste Konzept vorlegten.

Die Bohrleistung des Sumocham ist um ein Vielfaches höher als bei dem zuvor eingesetzten Tieflochbohrwerkzeug. Zudem stellt das Überbohren des Mittelsteges für das Werkzeug kein Problem dar.

Christian Streit
Technische Beratung und Verkauf bei Iscar Austria im Raum Steiermark
„Moderne Werkzeuge wie unsere Wechselkopfsysteme sind die Basis für einen wirtschaftlichen Zerspanungsprozess. Wir sind froh unseren Kunden die nötige Unterstützung liefern zu können.“
Neuer Prozess überzeugt
Gestartet wird der neue Fertigungsprozess – ausgehend von einem endkonturnahen Rohteil – mit einem Sumocham-Wechselkopfbohrer DCN 280-140-32A-5D, mit dem von beiden Seiten eine Bohrung mit Durchmesser 28,5 mm im Zylinder erzeugt wird. „Die Bohrleistung des Sumocham ist um ein Vielfaches höher als bei dem zuvor eingesetzten Tieflochbohrwerkzeug. Zudem stellt das Überbohren des Mittelsteges für das Werkzeug überhaupt kein Problem dar“, beschreibt Christian Streit, Technische Beratung und Verkauf bei Iscar Austria im Raum Steiermark, den Bohrvorgang und Volker Labrenz, Anwendungstechnik bei Iscar Austria, ergänzt: „Das selbstklemmende und selbstzentrierende Bohrkopfsystem garantiert höchste Stabilität sowie eine einfache und sichere Handhabung.“ (Anm.: Lesen Sie dazu auch die Coverstory aus der Ausgabe 3/Juni 2016, Seite 26).
Nach dieser Bohrbearbeitung liegt die Oberflächengüte bereits unter Ra < 3 – somit absolut ausreichend für die nachfolgend geplante Reibbearbeitung. Diese wird mit dem BAYO T-REAM, ebenfalls ein Iscar-Werkzeugsystem mit auswechselbaren Reibköpfen mit einer Toleranz von H7 durchgeführt. Als Standzeitvorgabe hat man seitens BHDT ein Minimum von 40 prozesssicheren Bearbeitungen sowohl beim Bohren als auch beim Reiben vorgegeben, die man auch prozesssicher erreicht und zusätzlich noch Reserven hat. Auch die seitens BHDT geforderte Oberflächengüte von Ra 0,8 wurde mit Werten von Ra 0,2 bis 0,4 deutlich übertroffen. „Unser innovatives Reibsystem setzt sich aus einem Stahlschaft, auswechselbarem Hartmetallreibkopf und einem einzigartigen Schnellwechsel-Bajonett-Verschluss zusammen“, so Streit und Labrinz ergänzt: „Ausschlaggebend für die Prozesssicherheit und Qualität der Bohrung ist die innere Kühlmittelzufuhr. Jede einzelne Schneide wird durch optimal platzierte Kühlmittelbohrungen effektiv gekühlt und geschmiert. Diese besondere Eigenschaft ermöglicht einen hervorragenden Spanfluss und garantiert lange Standzeiten.“ Die BAYO T-REAM-Reibköpfe sind im Durchmesserbereich 11,50 bis 32,00 mm (Bohrungstoleranz H7) im Standard erhältlich.

Zusätzliche Verdichtung nötig
Nach dem ersten Reibvorgang wird die Bohrung einer Autofrettage* unterzogen. „Unsere Anlagen bewältigen Betriebsdrücke bis 12.000 bar, da benötigen wir für eine lange Lebensdauer auch eine möglichst hohe Härte im Material“, begründet Birnbaumer diesen Schritt. Nach diesem Verdichtungsprozess vergrößert sich der Innendurchmesser je nach Druck geringfügig – die Oberflächenstruktur bleibt dabei konstant.
Nach diesem Verdichtungsprozess folgt ein weiterer Reibvorgang mit einem neuen, auf den Innendurchmesser abgestimmten Sonderreibkopf. „Diese Reibköpfe sind individuell auf die Anforderungen dieses Prozesses angefertigt worden“, so Labrinz.



Volker Labrenz
Anwendungstechnik bei Iscar Austria
„Wir sehen uns nicht als Werkzeuglieferant, sondern als Partner unserer Kunden. Solche Prozessoptimierungen sind das beste Beispiel, was eine gute Zusammenarbeit und der richtige Einsatz moderner Zerspanungswerkzeuge bewirken können.“
Honen als Finalwerkzeug
Der letzte Schritt, um den Durchmesser von 29 mm zu erreichen, ist das Honen, das im Gegensatz vom ursprünglichen Fertigungsprozess nicht auf einer eigenen Honmaschine, sondern ebenfalls auf dem Traub-Drehzentrum durchgeführt wird. Die zwei speziellen Werkzeuge liefert dabei der deutsche Honspezialist Diahon. Zum einen ein Werkzeug zum Abtragen der 0,02 mm bei Ra 0,1 bis 0,2, zum anderen ein Feinhonwerkzeug zur Glättung von 2 bis 3 µ. „Letztendlich erreichen wir eine Spitzenwertmessung der Oberfläche Rt von -1,5 und Ra < 0,1“, zeigt sich Wolfgang Birnbaumer von der erreichten Fertigungstoleranz von +/- 2,0 µ hoch zufrieden. Die Standzeit der Honwerkzeuge ist seitens Diahon mit 5.000 Bauteilen angegeben.

Der neue Prozess: Im Rohteil wird zuerst mit einem Sumocham Wechselkopfbohrer von beiden Seiten eine Bohrung mit einem Aufmaß von ein bis zwei Prozent des Durchmessers für anschließenden Reibprozess erstellt. Dieser erfolgt mit dem BAYO T-REAM, ebenfalls ein Iscar-Werkzeugsystem mit auswechselbaren Reibköpfen, auf den geforderten Innendurchmesser mit einer Bearbeitungszugabe von 0,15 mm (Toleranz H7). Danach wird die Bohrung einer Autofrettage* unterzogen – nach diesem Prozess beträgt die Bearbeitungszugabe

Infos zum Anwender
Die BHDT GmbH ist ein technologisch qualifizierter Anbieter und Hersteller von Hochdruckanlagen und Hochdruckkomponenten für die chemische und petrochemische Industrie. Die Schwesterfirma BFT GmbH ist der größte europäische Hersteller von Hoch- und Höchstdruckpumpen für flüssige Medien, mit Betriebsdrücken von 2.000 bis 12.000 bar und zählt auf diesem Gebiet auch weltweit zu den führenden Anbietern.
BHDT GmbH
Werk-VI Straße 52
A-8605 Kapfenberg
Tel. +43-3862-303-0
www.bhdt.at
BFT GmbH
Industriepark 24
8682 Hönigsberg
Tel. +43-3862-303-303
www.bft-pumps.com
Enorme Zeitersparnis und Qualitätssteigerung
Aufgrund der Prozessänderung konnte das Team um Wolfgang Birnbaumer alleine für die Bohrungsherstellung rund 20 Minuten pro Bauteil einsparen. „Dabei ist vor allem die hohe Bohrleistung des Sumocham und das hochgenaue Reiben des BAYO T-REAM verantwortlich“, bestätigt Birnbaumer die hohe Leistung der Iscar-Werkzeuge. Die enorme Reduktion der Nebenzeiten ist dabei noch gar nicht berücksichtigt. „Das sind Welten und nur schwer vergleichbar.“
Die Qualitätssteigerung ist ebenso beeindruckend: „Wir konnten durch diese Umstellung die Nacharbeit nahezu gänzlich ausschließen und somit die Prozesssicherheit zu 100 % gewährleisten. Das hilft uns auch bei der Dokumentation erheblich“, fasst Wolfgang Birnbaumer abschließend zusammen.
Teilen: · · Zur Merkliste