Boehlerit CVD-Diamant: Diamantschneiden für problematische Werkstoffe
Boehlerit erweitert Prduktsortiment um PKD- und CVD-Diamant bestückte Dreh- und Fräswerkzeuge: Der Hartmetallspezialist Boehlerit ergänzt sein umfangreiches Drehprogramm für den österreichischen Markt um das komplette Programm PKD- und CVD-Diamant bestückter Dreh- und Fräswerkzeuge des Innsbrucker CVD-Diamant-Pioniers TiroTool. Mit dem härtesten und schärfsten technischen Schneidstoff CVD-Diamant im Angebot kann Boehlerit den bisherigen, technischen Grenzbereich der Zerspanung hin zu neuen Anwendungsfeldern öffnen.

Mit CVD-Diamant bestückter Ausspindelkopf zum präzisen Ausspindeln von übereutektischen Zylinderlaufbahnen mit hoher Oberflächenqualität.

Rudolf Berger
Vertriebsleiter Österreich, Boehlerit.
„Das CVD-Diamant-Programm von TiroTool bietet uns eine perfekte Programmergänzung.“
TiroTool bekommt durch diese Kooperation in Österreich einen in anspruchsvollen Zerspanungslösungen versierten und breit aufgestellten Partner für den Außendienst und kann sich so noch mehr auf Forschung und Entwicklung neuer Zerspanungslösungen mittels CVD-Diamant konzentrieren. Gewinner sind vor allem Kunden, die nun mit Zerspanungswerkzeugen mit CVD-Diamantschneiden bisherige Aufgaben technisch effektiver und wirtschaftlicher lösen können oder für bisher unlösbare Zerspanungsprobleme einen neuen Ansatz finden. „Das CVD-Diamant-Programm von TiroTool bietet uns für den österreichischen Markt eine perfekte Programmergänzung. Es erschließt uns eine Fülle neuer Anwendungsfelder auch dort, wo wir schon immer stark waren, wie z. B. bei der Bearbeitung von Aluminium, wie jeder weiß“, erläutert Rudolf Berger, Vertriebsleiter für Österreich bei Boehlerit. „Wir bieten nun noch wirtschaftlichere Bearbeitungsverfahren im übereutektischen Aluminiumbereich ebenso wie bei sehr weichen Aluminiumsorten mit Problemen beim Spanbruch. CVD-Diamant als Schneidstoff ermöglicht prozesssichere, hohe Standmengen bei der Großserienbearbeitung im mit Silizium höher legierten Alubereich bei Automobilanwendungen. Beispiele hierzu sind u. a. Kurbelgehäuse, Pumpengehäuse und Radträger.“


Gerhard Krösbacher
Geschäftsführer, TiroTool.
„Diese Kooperation ist für uns eine große Chance und multipliziert unsere Präsenz in den angestrebten Zielgruppen.“
Die härtesten und schärfsten Schneiden
„Darüber hinaus erschließt uns der neue innovative Schneidstoff mit der Härte 10 neue Märkte und moderne Werkstoffnischen“, erklärt Berger und führt weiter aus: „Die gleiche anerkannte Kompetenz, die wir uns bei der Bearbeitung von ultraharten und hochzähen Werkstoffen wie Hastelloy, Inconel, Nimonics und hochharten Titanlegierungen erarbeitet haben, streben wir auch bei den sogenannten „modernen Werkstoffen“ an. Dazu zählen Verbundwerkstoffe wie GFK, CFK und Alu Compound. Die ultrascharfen gelaserten Schneiden mit einer Schneidkantenverrundung von lediglich 2,0 µm erzeugen geringsten Schnittdruck und ermöglichen hauchdünne Stege – z. B. beim Fräsen von Grafitelektroden. CVD-Diamantschneiden bearbeiten gesintertes Hartmetall oder technische Keramik mit extrem langen Standzeiten. Die schärfsten und härtesten Schneiden aller technischen Schneidstoffe mit der besten Wärmeleitfähigkeit erzeugen geringste Wärmeentwicklung – z. B. bei der Bearbeitung von problematischen Magnesiumlegierungen. Problemlos wird auch die Bearbeitung von Kupferlegierungen und Messing. Bei Werkstoffen wie PEK, PEEK – auch mit über 50 Prozent Kohlefaseranteil – fast allen Verbundwerkstoffen, PTFE, Acryl und anderen sind die CVD-Diamantschneiden in Leistung, Oberflächengüte, Standzeit und Wirtschaftlichkeit herkömmlichen Schneidstoffen weit überlegen.“

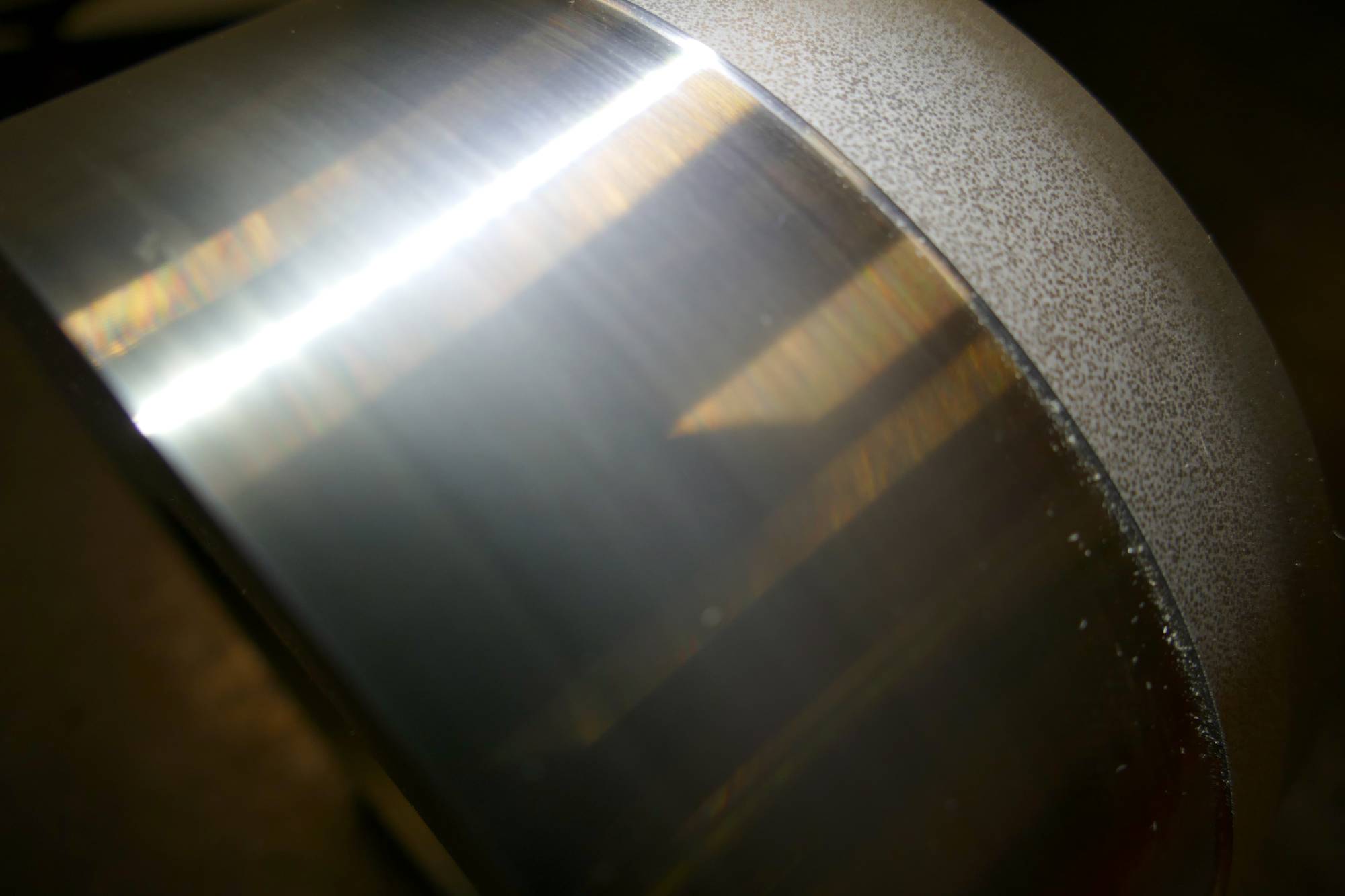
Der Rohling aus fertig gesintertem Hartmetall mit einem Durchmesser von 170 mm wurde mit einer Schnittgeschwindigkeit von Vc = 20 m/min. mit einer Zustellung von 1,3 mm und einem Vorschub f von 0,07 mm/U bearbeitet. Der Versuch wurde nach 40 Minuten – weit vor dem Standzeitende – abgebrochen. Die CVD-Diamantschneide zeigte noch keinerlei Verschleißmarken.
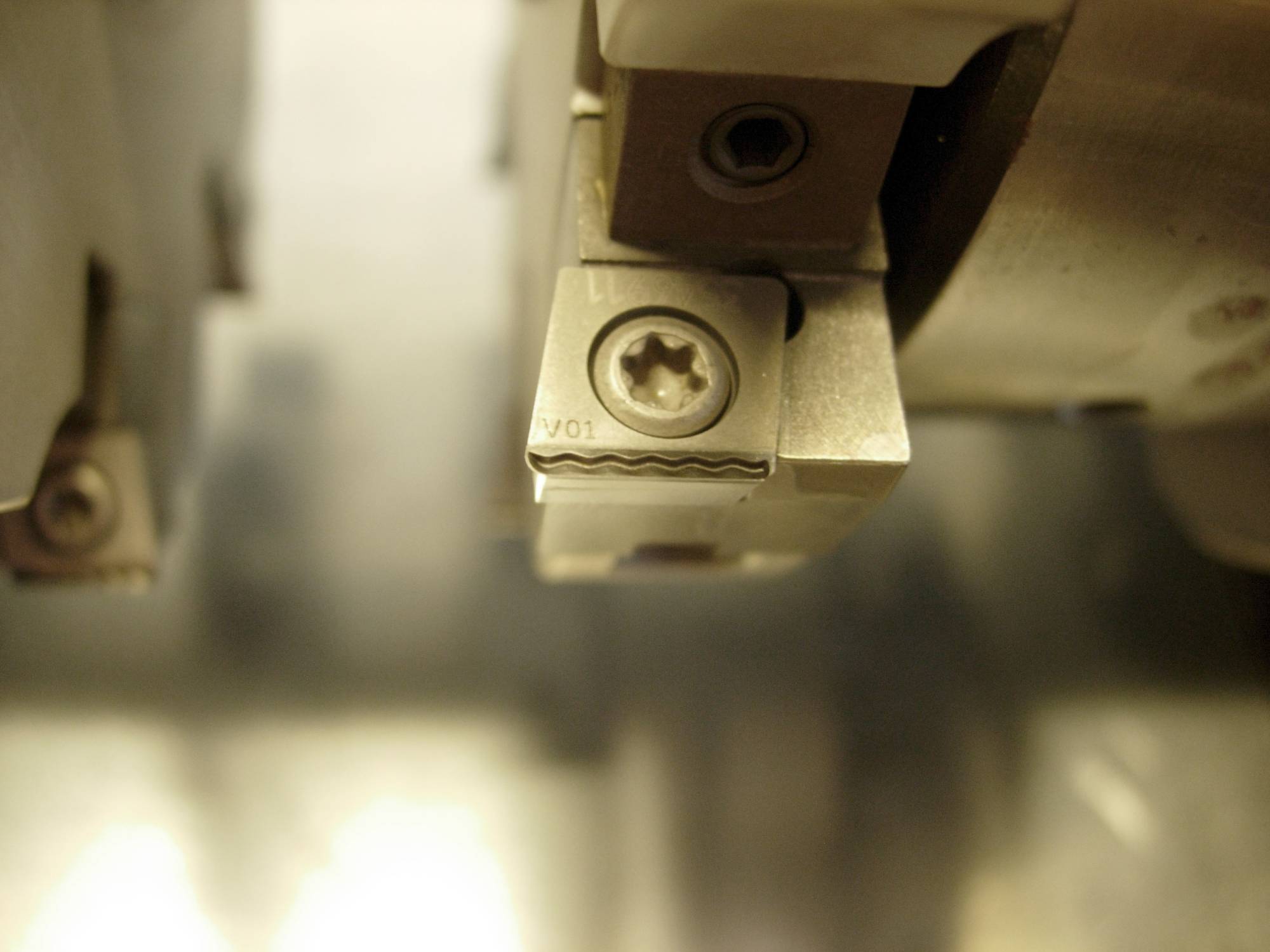
CVD-Diamant-bestückte Fräswerkzeuge für unterschiedliche Fräsapplikationen.
Multiplizierte Präsenz im Markt
Gerhard Krösbacher, Geschäftsführer von TiroTool, gewinnt durch die Vertriebskooperation eine in Österreich breit aufgestellte Mannschaft mit bestens ausgebildeten technischen Verkäufern und Anwendungstechnikern mit langer Erfahrung und breitem Marktzugang. „Diese Kooperation ist für uns eine große Chance und multipliziert unsere Präsenz in der angestrebten Zielgruppe um ein Vielfaches. Wir sehen Boehlerit als hochbeachtete „Heimmarke“ in Österreich mit allen Verpflichtungen, die sich daraus ableiten. Unser „Handshaking“ als hochspezialisierter und entwicklungsorientierter Nischenspezialist mit einem starken Hartmetall-Werkzeug-Hersteller mit hoher Präsenz in den Märkten wird eine Fülle neuer Anwendungsfelder erschließen. Wir erwarten uns aus den Rückkoppelungen viele neue technische Lösungsansätze, die wir dann auch Kunden außerhalb Österreichs anbieten können. Während unsere wenigen Marktbegleiter im CVD-Diamant-Bereich lediglich über Händler agieren und selten eine besondere technologische Beratungstiefe erreichen, kann sich TiroTool nun auf eine kompetente erfolgreiche Vertriebsmannschaft stützen.“


Produktivitätssteigerungen bei problematischen Werkstoffen
Gewinner dieser Partnerschaft sind vor allem Anwender, die mit besonderen Anforderungen zu kämpfen haben. Der CVD-Diamant führt zu Produktivitätssteigerungen bei problematischen Werkstoffen und ermöglicht wirtschaftliche und prozesssichere Dreh- und Fräsbearbeitungen in der Großserie. Enge Toleranzen, beste Oberflächen, geringe Gratbildung, keine Aufbauschneiden, geringer Schnittdruck, leichter, schälender Schnitt sowie außergewöhnliche Spankontrolle durch gelaserte Spanleitstufen ermöglichen neue Fertigungsverfahren und können bei ultraharten Werkstoffen wie gesintertem Hartmetall oder Keramik das teure Schleifen durch Spanen ersetzen.
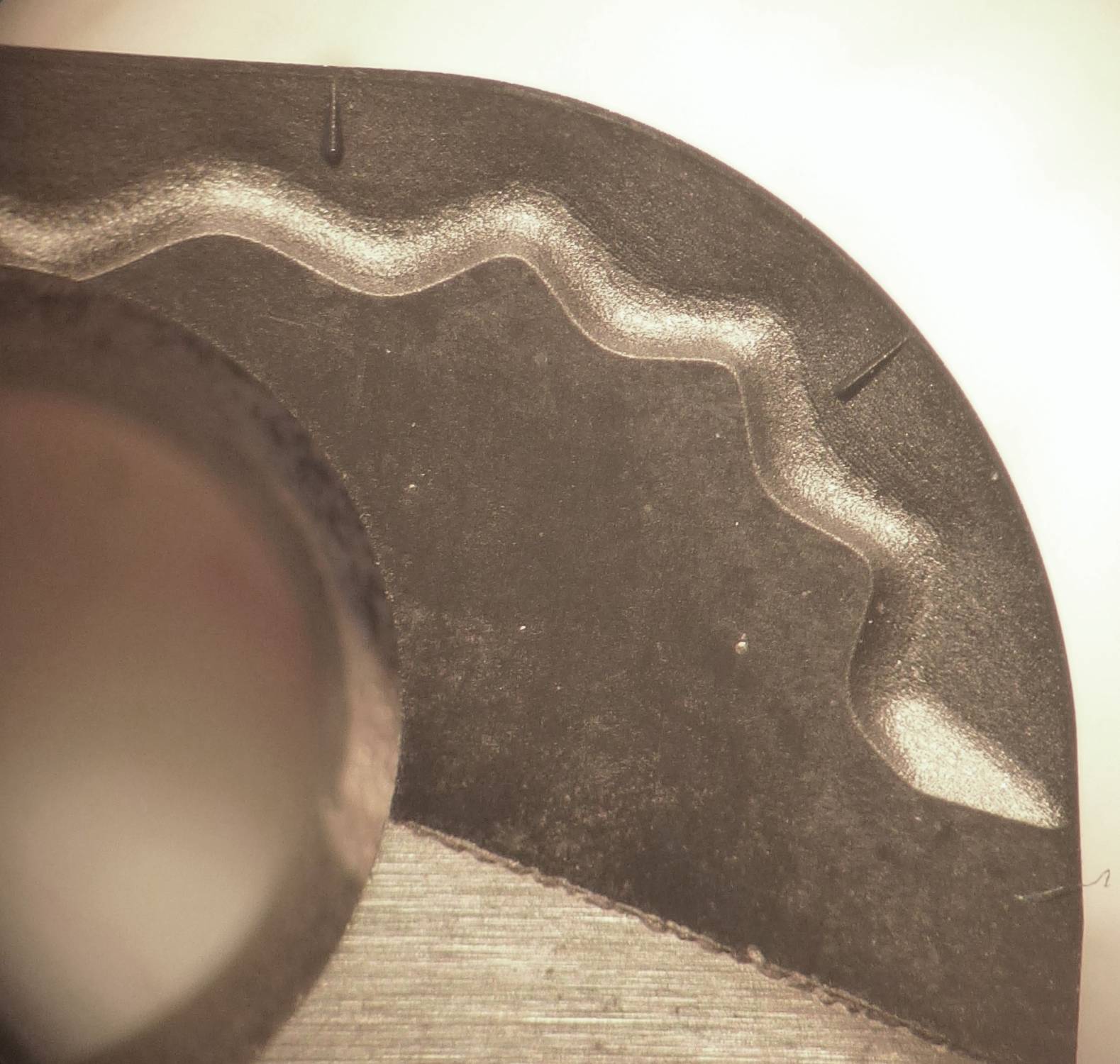
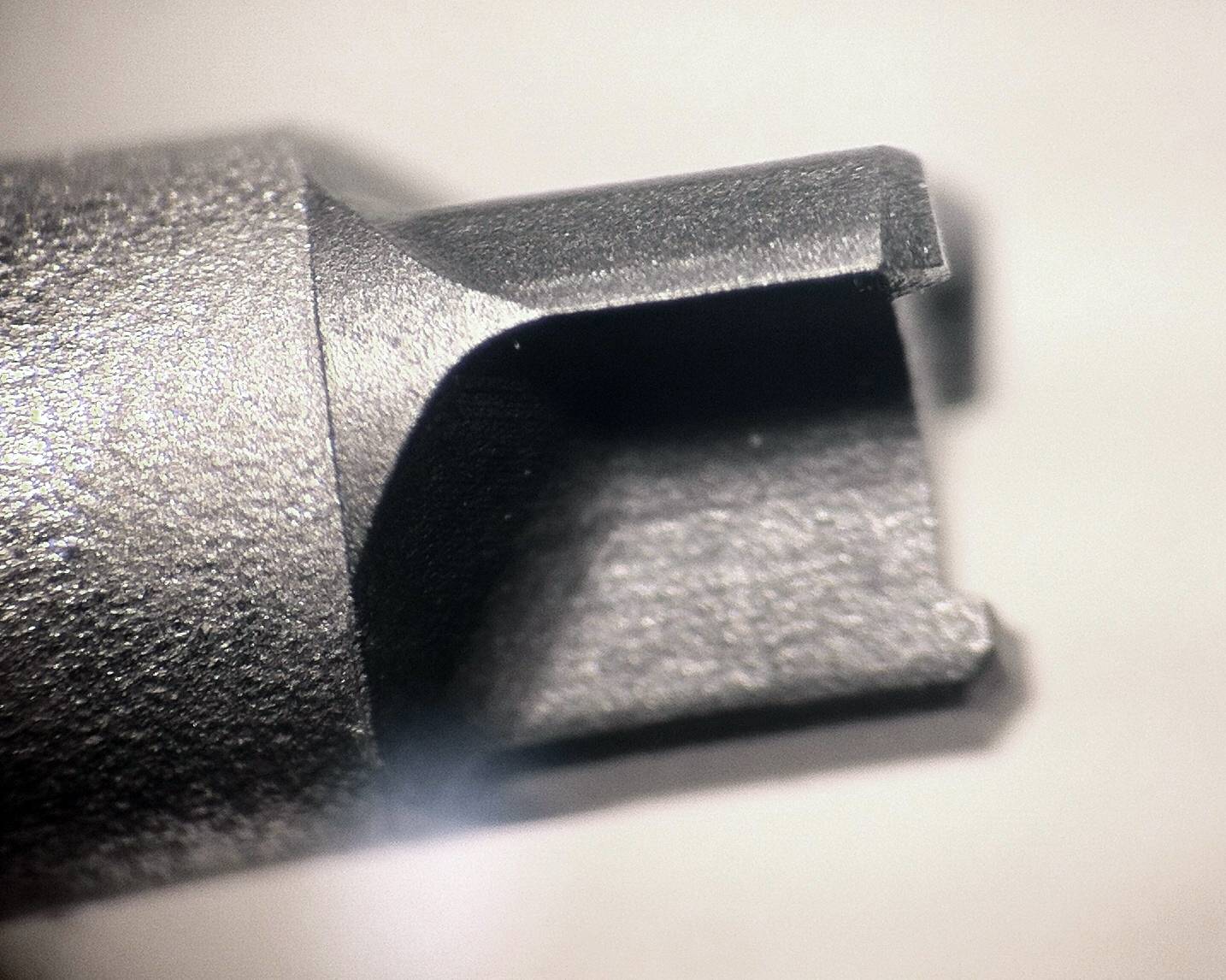
Eine Auswahl CVD-Diamant-bestückter Schneidkörper mit aufgabenspezifischen, gelaserten Spanleitstufen.

Hartmetall als Paketlösung
Bei der spanenden Bearbeitung von gesintertem Hartmetall trägt die Kooperation zwischen Boehlerit und TiroTool zu besonderen Ergebnissen bei. In der Zusammenarbeit wurden spezielle HM-Sorten entwickelt, die eine spanende Bearbeitung technisch wie wirtschaftlich besonders effektiv machen. Boehlerit erarbeitet dazu mit den Kunden ein Anforderungsprofil für die Qualität des Hartmetalls in Bezug auf Festigkeit, Zähigkeit, Korrosionsbeständigkeit und die Möglichkeit der spanenden Bearbeitung. Dieses Angebot ergänzt nun Boehlerit um den Schneidstoff CVD-Diamant zu einem runden Paket aus kompetenter Beratung über Werkstoffeigenschaften, optimierten Gebrauchswert sowie Technologiedaten und Werkzeuge für die spanende Bearbeitung.
Teilen: · · Zur Merkliste