anwenderreportage
Walter Protomax ST: Die Harmonie der Werkzeuge
Effiziente Zerspanung von zähem und verschleißfestem Material: Die Uwe Krumm Burbach GmbH, kurz UKB, gilt als ein führender Partner für Abkantwerkzeuge und Schermesser in Europa. Als jetzt der Bereich Lohnfertigung zwei Meter lange Bauteile aus hochfestem Stahl bearbeiten musste, stießen die vorhandenen Werkzeuge an ihre Grenzen. Erst eine intensive Beratung und Werkzeuge von Walter brachten den Durchbruch für das Projekt.

Wollen noch viele gemeinsame Projekte stemmen: Walter-Anwendungstechniker Achim Hoepfner (links) und Torben Braun, Leiter der Materialwirtschaft mechanische Fertigung bei UKB. (Bild: M. Pyper)
Walter-Werkzeuge bei UKB
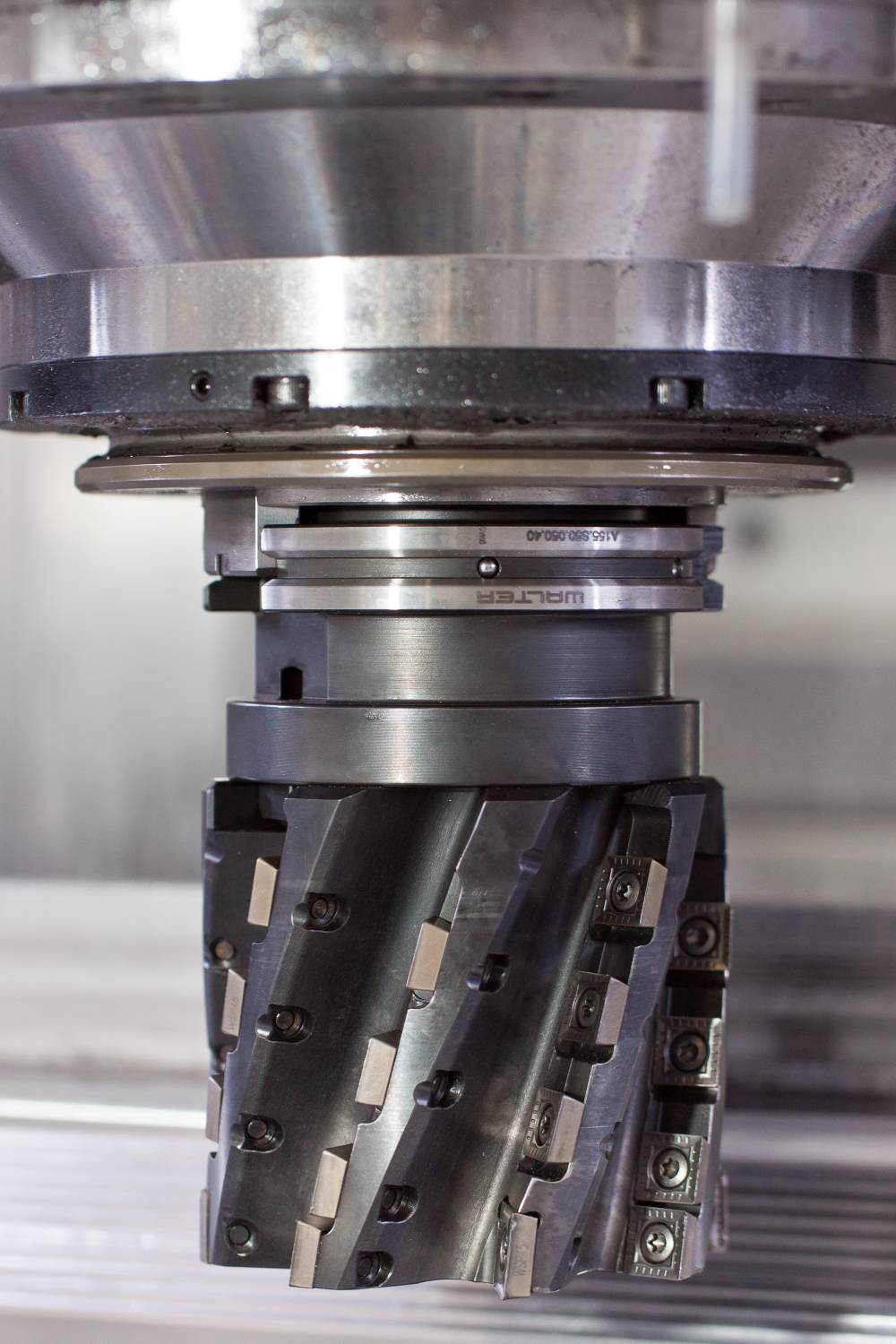
(h3)Walter Rundplattenfräser F2334
Das Schruppen von schwer zerspanbaren Werkstoffen ist die Stärke des Rundplattenfräsers F2334. Seine Rundplatten mit Facetten und eine stabile Fixierung im Plattensitz sorgen für hohe Vorschübe und Zerspanungsleistung.
Produktmerkmale
• stabile Plattenfixierung durch Rundplatten mit Facetten
• höchste Vorschübe und Zerspanleistung
• geeignet für Schruppzerspanung und schwer zerspanbare Materialien
(h3)Walter Prototyp Proto▪max™ ST
Der Walter Prototyp Proto▪max™ ST ist ein VHM-Hochleistungsfräser speziell für das Zerspanen von Stahlwerkstoffen. Es gibt ihn mit und ohne Eckenradius, mit zylindrischem Schaft DIN 6535 HA sowie mit Weldonfläche DIN 6535 HB. Durch einen verstärkten Kern und eine besondere Geometrie lassen sich Vollnuten bis zu 2xDc herstellen.
Produktmerkmale
• Ungleichteilung für geringe Spindelbelastung
• erhöhte Standzeiten durch neueste TAZ-Beschichtung (TiALN + ZrN)
• Rückenschneide reduziert Übergänge bei seitlicher Endbearbeitung am Werkstück
• hohe Prozesssicherheit durch den stabilen Kern und der optimierten Mikrogeometrie
An der Bearbeitung eines Bauteils aus dem Edelstahl X36CrMo17 (1.2316), oft eingesetzt in der Kunststoffe und Nahrungsmittel verarbeitenden Industrie, scheiterten alle vorhandenen Werkzeuge bei UKB. Der vergütete Formstahl ist besonders zäh und verschleißfest. Eine Arbeitshärte von bis zu 1.100 N/mm² ließen die Werkzeuge im Minutentakt verschleißen. Immerhin muss fast die Hälfte der etwa zwei Meter langen und einen halben Meter im Durchmesser großen Bauteile zerspant werden.
Produktionsleiter Peter Diehl wandte sich an Walter Außendienstmitarbeiter Andreas Greiner und Walter Anwendungstechniker Achim Hoepfner. In Vorgesprächen hatten sie die grundsätzliche Aufgabenstellung geklärt und ein erstes Konzept erstellt. „Wir Anwendungstechniker tauschen uns schon im Vorfeld eines solchen Projekts aus, um beim Erstbesuch ein erstes Grobkonzept vorstellen zu können. Wir überlegen gemeinsam, welches Werkzeug und welche Wendeschneidplatten sich eignen könnte“, so Hoepfner. Nach zweieinhalb Tagen harter Arbeit beim Kunden stand die Lösung und das gemeinsame Projekt konnte starten.

Gerüstet auch für große Brocken: Die UKB GmbH verfügt über einen großen und flexiblen Maschinenpark. (Bild: M. Pyper)

Uwe Krumm
geschäftsführender Gesellschafter von UKB
„Wie sich die Walter-Mitarbeiter hier bei uns engagiert haben, da kann ich nur sagen: Hut ab. “
Standzeit und Zerspanvolumen vervielfacht
Andreas Greiner und Achim Hoepfner ersetzten einen Kopierfräser durch einen Walter Rundplattenfräser F2334 mit Wendeschneidplatten ROHX1204MO. Werkzeug, Wendeschneidplatten und die neu abgestimmten, deutlich geänderten Bearbeitungsparameter brachten erstaunliche Ergebnisse. „Wir konnten den Standweg pro Zahn mehr als versechsfachen. Das Zeitspanvolumen pro Minute wurde fast vervierfacht“, ist Andreas Greiner begeistert.
Noch drastischer die Ergebnisse beim Fräsen einer Nut: Ersetzt wurde ein konventioneller Vollhartmetallfräser durch einen Hochleistungsvollhartmetallfräser Walter Proto▪max™ ST. „Wir haben das Zerspanvolumen von gerade einmal 1,72 cm³/min auf 28 cm³/min mehr als versechzehnfacht“, freut sich Andreas Greiner. Das hatte natürlich eine wesentliche Verkürzung der Arbeitszeit zur Folge. Sie sank von fünf Stunden auf gerade noch 50 Minuten pro Bauteil für diesen Prozessschritt. Außerdem empfahlen Greiner und Hoepfner für weitere Fräsbearbeitungen den Walter Igelfräser F2238. Er half, die Bearbeitungszeit weiter zu verkürzen und gleichzeitig die Qualität zu verbessern.
„Man braucht für dieses Material schon ein bisschen Erfahrung“, erklärt Andreas Greiner. „Falsch bearbeitet, wird das Material dermaßen kaltverfestigt und aufgehärtet, dass man mit Folgewerkzeugen nichts mehr ausrichten kann.“ Er weist außerdem auf den wichtigen Faktor Geschwindigkeit durch ein optimales Werkzeugkonzept hin: „Wenn die Maschinen voll ausgelastet sind, dann sind Lösungen gefragt, die dem Kunden Zeit sparen und eine Kostenoptimierung über niedrigere Maschinenstundensätze bringen.“

Walter-Außendienstmitarbeiter Andreas Greiner (links), im Gespräch mit Uwe Krumm, geschäftsführender Gesellschafter von UKB: „Wenn die Maschinen voll ausgelastet sind, dann sind Lösungen gefragt, die dem Kunden Zeit sparen und eine Kostenoptimierung über niedrigere Maschinenstundensätze bringen.“ (Bild: M. Pyper)
Senkte die Bearbeitungszeit von fünf Stunden auf 50 Minuten pro Bauteil: der Hochleistungsvollhartmetallfräser Walter Proto▪max™ ST. (Bild: Walter AG)
Abstimmung der Werkzeuge
So beeindruckend diese Zahlen und Werte sind, für Achim Hoepfner sind sie nur eine Seite der Medaille. Das Thema „Harmonie“ ist ihm besonders wichtig. Damit meint er nicht nur das harmonische Verhältnis zum Kunden, sondern vor allem die sinnvolle Abstimmung der Werkzeuge aufeinander. „Für den Gesamtprozess und die Wirtschaftlichkeit bringt es gar nichts, wenn ein einzelnes Werkzeug eine besonders hohe Standzeit hat. Sie muss auch zu denen der anderen Werkzeuge passen. Sonst muss ich ständig ein anderes Werkzeug wechseln, was Zeit und damit Geld kostet“, erklärt Hoepfner.
So kann es durchaus sinnvoll sein, ein Werkzeug nicht bis zum Letzten auszureizen. Dadurch kann sich seine Standzeit so erhöhen, dass sie zu den Standzeiten der anderen Werkzeuge passt. „Ziel der Harmonisierung ist es, möglichst viele Werkzeuge gleichzeitig wechseln zu können, um so die Stillstandzeiten zu minimieren.“ Da ein Anwendungstechniker im Regelfall nur die Werkzeuge des eigenen Hauses kennt, und weiß, wie diese auf veränderte Parameter reagieren, empfiehlt Hoepfner, ein Bauteil nur mit Werkzeugen eines einzigen Herstellers zu bearbeiten, um sie optimal aufeinander abstimmen zu können.
Torben Braun ist bei UKB zuständig für die Werkzeugbeschaffung. Für ihn spielt der Service neben den Produkteigenschaften eine entscheidende Rolle: „Man muss einfach gut und ehrlich zusammenarbeiten können, damit ein solches Projekt erfolgreich wird.“ Produktionsleiter Peter Diehl ergänzt: „Uns ist zum Beispiel aufgefallen, dass Walter-Mitarbeiter die Bearbeitungsparameter von vornherein sehr exakt eingrenzen konnten. Dadurch kamen wir sehr schnell zu einem optimalen Ergebnis.“

Der Walter Igelfräser 2238 hilft bei UKB, schwer zerspanbare Edelstähle zu bearbeiten.
Der Walter Igelfräser 2238 hilft bei UKB, schwer zerspanbare Edelstähle zu bearbeiten. (Bilder: M. Pyper)

In schwer zerspanbaren Werkstoffen fühlt er sich so richtig wohl: Der Rundplattenfräser F2334 von Walter sorgt für hohe Vorschübe und Zerspanungsleistung. (Bild: Walter AG)

Achim Hoepfner
Anwendungstechniker bei Walter
„Für den Gesamtprozess und die Wirtschaftlichkeit bringt es gar nichts, wenn ein einzelnes Werkzeug eine besonders hohe Standzeit hat. Sie muss auch zu denen der anderen Werkzeuge passen. Sonst muss ich ständig ein anderes Werkzeug wechseln, was Zeit und damit Geld kostet.“
Zusammenarbeit weiter ausbauen
Das erste Projekt mit Walter klappte so gut, dass UKB auch in Zukunft auf diese Expertise nicht verzichten will: „Wir haben weitere Aufgabenstellungen, wie zum Beispiel eine Hardox-Bearbeitung. Das ist ebenfalls ein extrem zäher, schwer zu bearbeitender Werkstoff, bei dem wir einen Gewindefräser von Walter einsetzen wollen“, erklärt Peter Diehl. Und auch im Bereich Sonderwerkzeuge ist Walter für die nächsten Projekte fest eingeplant. „Ich habe gesehen, wie sich die Walter-Mitarbeiter hier bei uns engagiert haben, und kann nur sagen: Hut ab“, ergänzt Uwe Krumm, geschäftsführender Gesellschafter von UKB abschließend.
Infos zum Anwender
UKB ist spezialisiert auf Fertigung und Vertrieb von Standard- und Sonderabkantwerkzeugen, Scherenmessern sowie dem entsprechenden Zubehör. Das Unternehmen gilt als Europas führender Partner für Abkantwerkzeuge. Außerdem bietet UKB Lohnfertigung in den Bereichen CNC-Fräsen, CNC-Schleifen, Laserhärten und Drahterodieren sowie Modifizieren und Nachschleifservice. UKB beschäftigt über 50 Mitarbeiter und erzielt einen Umsatz von über 10 Mio. EUR im Jahr. Aktuell steuern die Abkantwerkzeuge und Schermesser 90 Prozent dazu bei, die restlichen zehn Prozent entfallen auf die Lohnfertigung.
www.ukb-gmbh.de
Teilen: · · Zur Merkliste