anwenderreportage
Doppelte Performance, weniger Verschleiß
Dreiling Maschinenbau setzt auf die neuen Franken Trochoidal-Fräser: Das trochoidale Fräsen ermöglicht vor allem bei der Taschen- und Konturbearbeitung deutlich höhere Schnittgeschwindigkeiten, erfordert aber hierauf abgestimmte Werkzeuge. Dreiling Maschinenbau setzt daher auf die nagelneuen Franken Trochoidal-Fräser und halbiert so die Bearbeitungszeit.

Freuen sich über das Ergebnis: Thomas Gödeke (rechts), CAM-Programmierer, zusammen mit Maschinenbediener Christian Goldhagen vor der geöffneten DMG Mori 80 evo.
Infos zum Anwender
Seit Gründung des Betriebes im Jahre 1982 durch Engelbert Dreiling hat sich die Dreiling Maschinenbau GmbH auf den Bau von Rationalisierungsmitteln, Sondermaschinen und Anlagen spezialisiert. Seit 1998 arbeitet das Unternehmen nach den Richtlinien der ISO 9001. Im Laufe seiner Firmengeschichte ist die Dreiling Maschinenbau GmbH zu einem hochmodernen Maschinenbau-Unternehmen herangewachsen, das in der Lage ist, Maschinen zu entwickeln, zu fertigen, zu montieren und mit einer intern konzipierten Steuerung in Betrieb zu nehmen.
www.dreiling-maschinenbau.com
Wenn es um Konstruktion und Fertigung von Sondermaschinen aller Art geht, zählt die Dreiling Maschinenbau GmbH in Geisleden zu den ersten Adressen. Auch als Hersteller von großen Fräsköpfen für Werkzeugmaschinen, Spannvorrichtungen und Montagelinien hat sich das nordthüringische Unternehmen in den letzten Jahren einen hervorragenden Ruf erarbeitet. Seit 2014 fungiert man sogar als zertifizierter Entwicklungs- und Fertigungsbetrieb für Luftfahrtkomponenten. Und bei dem benachbart angesiedelten Schwesterunternehmen edm aerotec GmbH befindet sich gerade der weltweit erste Ultraleichthubschauber mit Koaxialantrieb in der finalen Erprobungsphase. Hightech aus einem Familienunternehmen, dessen Wurzeln zurück bis in die DDR-Zeit reichen. 1982 begann Engelbert Dreiling als Einmannbetrieb im nicht weit entfernten Westhausen Ersatzteile zu konstruieren, die in der Planwirtschaft dringend benötigt wurden.
Doch was macht die Thüringer so erfolgreich? „Unsere Stärken liegen ganz klar in unserem Know-how und den Fähigkeiten unserer Mitarbeiter, zusammen mit den Kunden auch mal Neuland zu betreten“, erklärt Thomas Gödeke, der als CAM-Programmierer bei den Projekten frühzeitig involviert ist. Ein weiterer Pluspunkt sei die Flexibilität.
Als sehr wichtig für den Projekterfolg sieht man in Geisleden die enge Zusammenarbeit mit Technologiepartnern an. So auch bei den Fräswerkzeugen. „Wir haben auf diesem Gebiet mit Emuge-Franken schon seit vielen Jahren sehr gute Erfahrungen gesammelt", ist Thomas Gödeke, der als NC-Programmierer auch für den Einkauf der Werkzeuge verantwortlich ist, überzeugt.

Trochoidal aus dem Vollen gefräst: Die Gesamtbearbeitung für den Absteckbolzen betrug rund 20 Minuten, inklusive Schlichten auf Fertigmaß.
Lange Späne stören den Schruppprozess
Seit rund vier Jahren setzt man bei verschiedenen Bauteilen HM-Schaftfräser (Hartmetall) der TiNox-Reihe in 3xD und 4xD ein. „Für die meisten bei uns anfallenden Fertigungsaufgaben sind diese Standardfräser gut geeignet“, erklärt Gödeke. „Bei der trochoidalen Schruppbearbeitung von Konturen und Taschen mit iMachining kam es allerdings zu Problemen mit den Spänen, die sich wegen ihrer Länge schwer entfernen ließen.“ Bei iMachining handelt es sich um ein Modul zur Trochoidalbearbeitung der NC-Programmiersoftware SolidCAM, die in Gödekes Abteilung an drei Arbeitsplätzen installiert ist. Solche speziellen Trochoidalbearbeitungssoftwaretools, über die inzwischen viele CAM-Produkte verfügen, stellen Frässtrategien zur Verfügung, mit denen sich die Bearbeitungszeiten im Idealfall um die Hälfte und mehr reduzieren lassen. So auch das 2D- und 3D-Trochoidalfräsen, das nicht nur von vielen CAM-Systemen, sondern auch von neueren CNC-Steuerungen direkt unterstützt wird. Diese Frässtrategie hat sich mit ihrer von Kreisbewegungen überlagerten linearen Bewegungsrichtung vor allem bei komplexen Konturen und Taschen als äußerst effizient erwiesen, einschließlich Schlichten.
Trochoidal aus dem Vollen gefräst: Die Gesamtbearbeitung für den Absteckbolzen betrug rund 20 Minuten, inklusive Schlichten auf Fertigmaß.

Werkzeuglieferant kannte das Problem ...
Da man bei Dreiling trotz diverser Versuche beim Trochoidalfräsen weiterhin nur mäßige Ergebnisse erzielte, sprach Thomas Gödeke den betreuenden Außendienst von Emuge-Franken auf die Sache an. So kam dann schnell der Kontakt zu Jürgen Schmidt, Anwendungstechniker für den Bereich Fräsen, zustande. Und der hatte sowohl eine Erklärung für das Problem als auch eine Lösung parat. „Beim trochoidalen Fräsen wird der Span mit einer geringen seitlichen Zustellung und größtmöglicher axialer Zustellung zwischen 2xD1 und 4xD1 wie beim Schlichten sozusagen aus dem Werkstück geschält“, erklärt Schmidt. Dies reduziert die bei der Bearbeitung erzeugte Wärme und erhöht die Standzeit der Schneide. Wichtig beim Trochoidalfräsen ist zudem, dass möglichst die gesamte Schneidenlänge genutzt wird. Auf diese Weise seien auch auf hochdynamischen Maschinen, die meist nicht über eine hohe Spindelleistung verfügen, sehr hohe Zeitspanvolumen möglich, so Schmidt. Allerdings würden konventionelle Hartmetallfräser aufgrund ihrer Geometrien hier schnell an ihre Grenzen geraten, was die Probleme bei Dreiling erklären würde.

Der Absteckbolzen als Frässimulation in SolidCAM. Das NC-Programm wird vom 3D-Modell direkt aus Solidworks heraus abgeleitet.
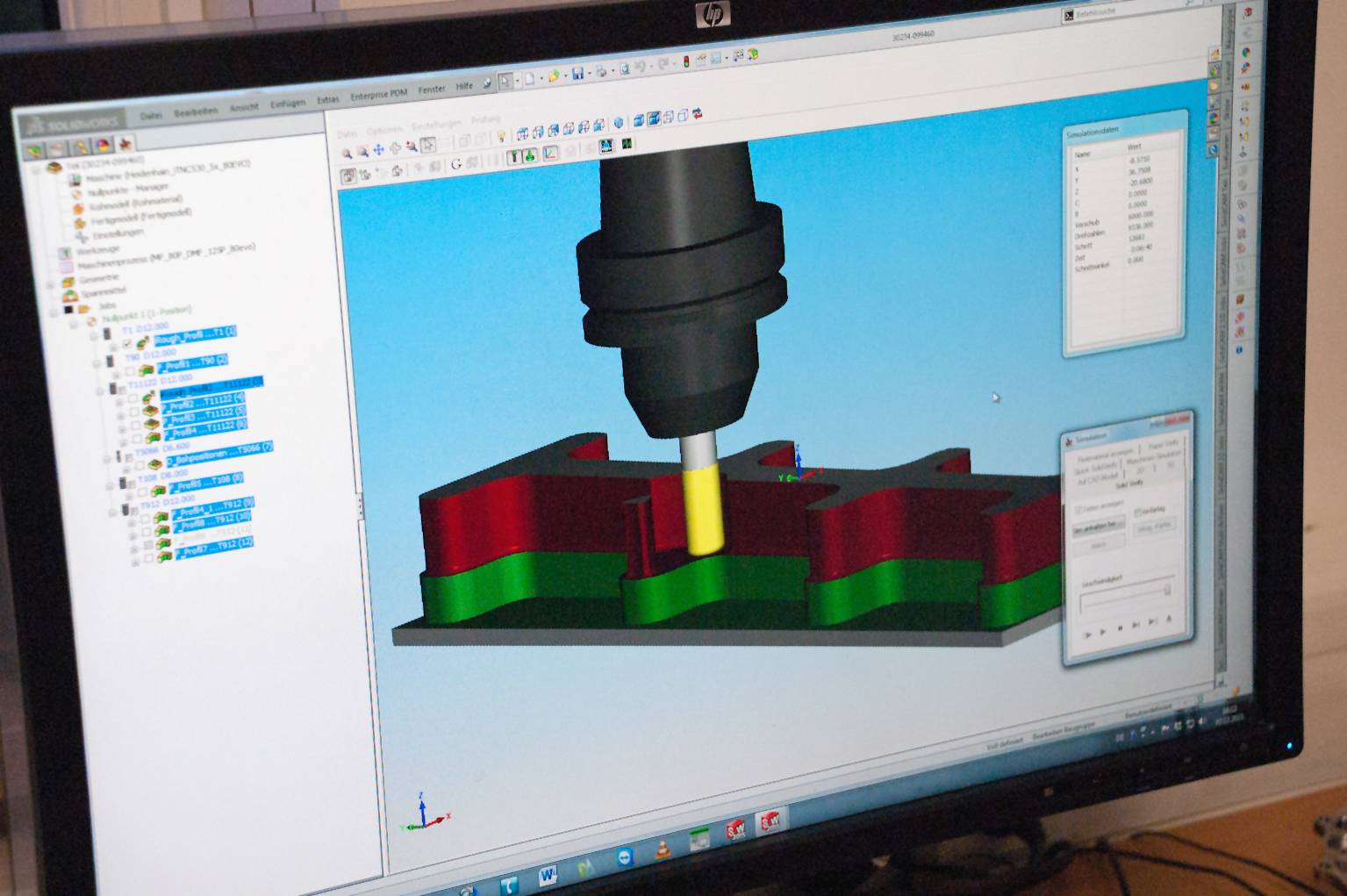
Der Absteckbolzen als Frässimulation in SolidCAM. Das NC-Programm wird vom 3D-Modell direkt aus Solidworks heraus abgeleitet.

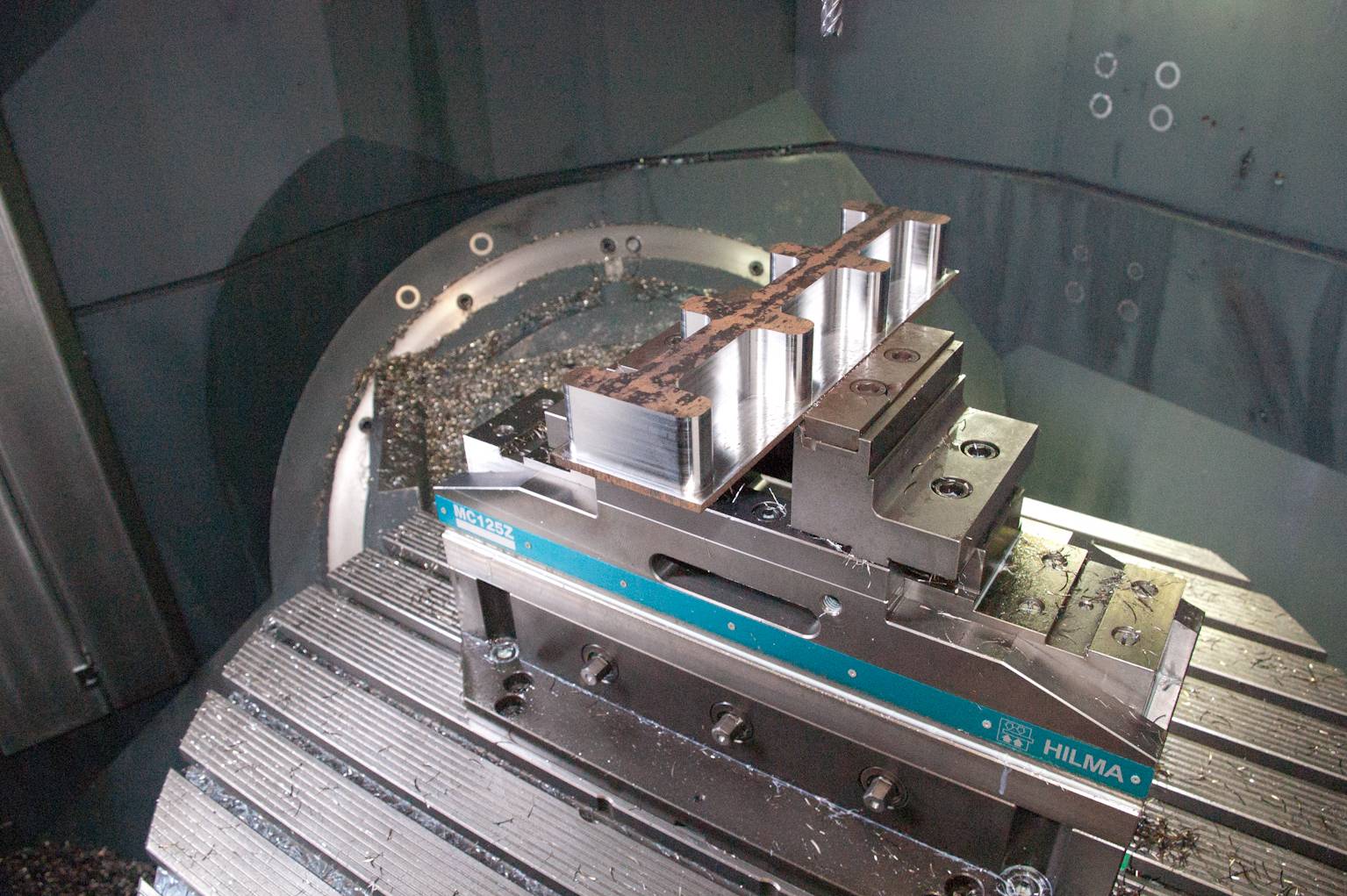
Pilotanwendung: Die Franken Trochoidal-Fräser wurden erstmals bei der Rotorblatthalterung für den neuen Ultraleichthubschauber von edm aerotec eingesetzt.
... und hatte sofort eine Lösung
Vor diesem Hintergrund entstand bei dem fränkischen Werkzeughersteller die neue Schaftfräser-Reihe „Franken Trochoidal“, die in zwei Linien (Jet-Cut, TiNox-Cut) Angeboten wird. Viel Wert haben die Entwickler dabei auf vibrationsdämpfende Eigenschaften gelegt. Hierzu tragen ungleiche Drallwinkel und die ungleiche Teilung ebenso bei wie eine neue Mikrogeometrie. Ein ebenso wichtiges Merkmal der neuen HM-Schaftfräser sind die neuen Spanteiler, die das beim Trochoidalfräsen in Taschen nicht unerhebliche Risiko eines Spänestaus reduzieren.
Einige der ersten Exemplare dieser Neuentwicklung stellte Jürgen Schmidt dann Dreiling zeitnah zur Verfügung. Damit zählten die Thüringer Hightech-Spezialisten zu den Pilotanwendern der nagelneuen Trochoidal-Fräser-Reihe. „Wir haben die neuen Fräser zunächst im Rahmen eines Projekts zur Herstellung einer Rotorblatthalterung erprobt und waren sofort begeistert“, erinnert sich Thomas Gödeke. „Beim Trochoidalfräsen entstanden damit sehr schöne kurze Späne, die sich durch Druckluft leicht wegblasen ließen und wodurch ein Durchziehen der Späne verhindert wurde.“ Zudem hätten sich Laufruhe und Performance verbessert und die Bearbeitungszeit verkürzt. Das war im Spätherbst 2015.

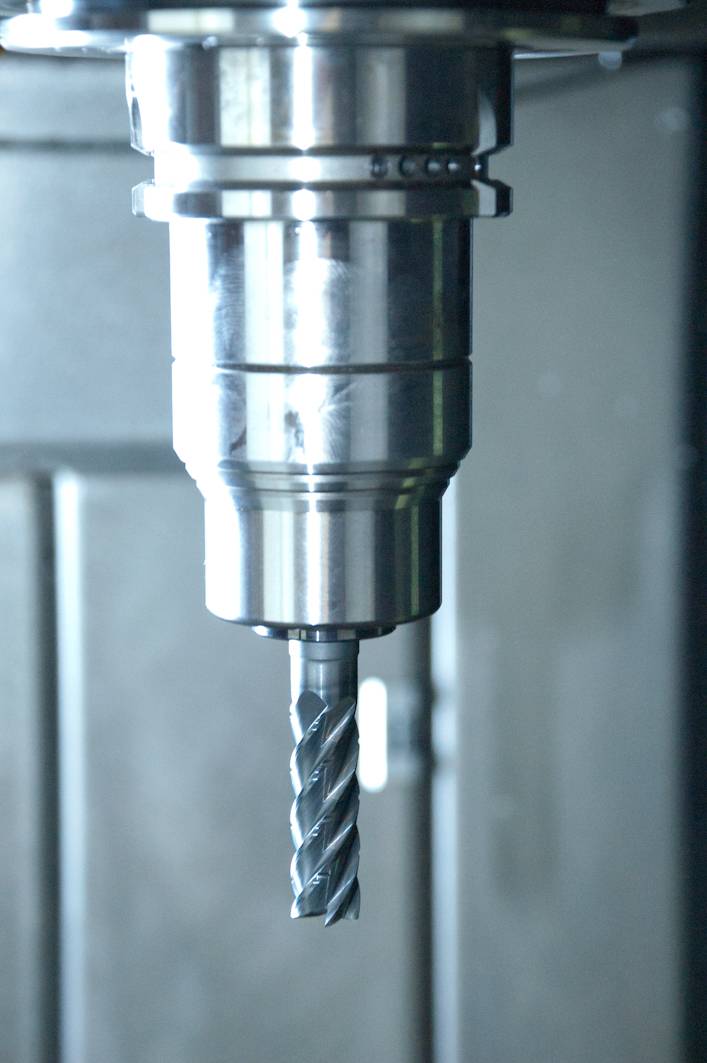
Franken Trochoidal-Fräser 2533L.012 (3xD) mit Jet-Cut- Geometrie, gespannt in der hochpräzisen und sehr schmalen Franken Spannhülsen-Aufnahme FPC. Axiales Verrutschen des Werkzeugs verhindert zusätzlich die Auszugssicherung, die in dieser Aufnahme integriert ist. (Bilder: Emuge-Franken/Wolfgang Bahle)

Zufrieden über die gute Zusammenarbeit: Thomas Gödeke (links) und Jürgen Schmidt, Anwendungstechniker für den Bereich Fräsen bei Emuge-Franken.

Die Produktpalette von Dreiling erstreckt sich vom Einzelteil über die zertifizierte Luftfahrtkomponente bis hin zur komplett automatisierten und eingefahrenen Anlage für die unterschiedlichsten Branchen.
Bearbeitungszeit halbiert
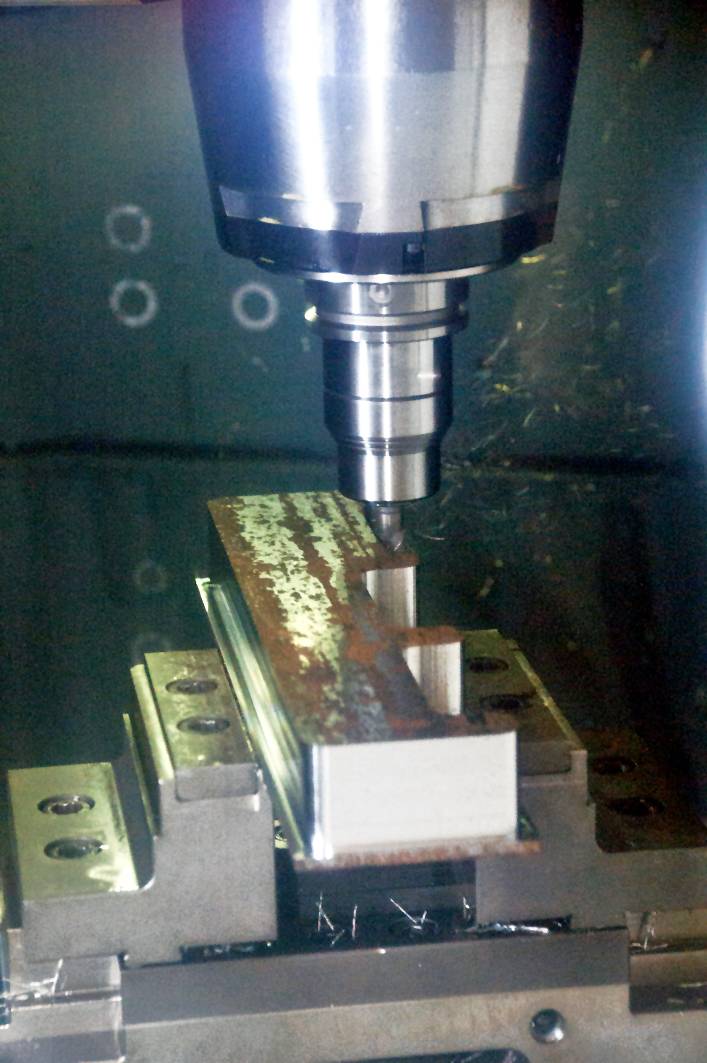
Aktuell werden die neuen Fräser bei verschiedenen anderen Bauteilen eingesetzt, hauptsächlich bei legiertem Stahl 1.7131 (16MnCr5). Thomas Gödeke nennt als Beispiel einen Absteckbolzen für einen Greifer und bleibt vor der 5-achsigen DMG Mori 80 evo stehen, die bei Dreiling aufgrund ihrer Flexibilität und Dynamik quasi im Dauereinsatz ist. Aufgespannt ist ein Halbzeug aus 16MnCr5 in der Größe von 300 mm x 80 mm x 40 mm. In zwei Aufspannungen soll der Absteckbolzen mit der neuen Fräser-Reihe trochoidal geschruppt und auf das Fertigmaß 293 mm x 70 mm x 33 mm geschlichtet werden. Die Angaben, die Thomas Gödeke über die Schnittwerte macht, unterstreichen die Leistungsfähigkeit des hier verwendeten 2539TZ.012 mit 12 mm Durchmesser, 36 mm Schneidenlänge und TiNox-Geometrie. „Wir fahren beim trochoidalen Fräsen bei diesem Bauteil mit Schnittgeschwindigkeiten von rund 300 m/min, einer axialen Zustellung von 35 mm und einer radialen Zustellung von 0,7 mm, wobei sogar ein ae von bis zu 0,9 mm möglich wäre.“
Der Clou beim trochoidalen Fräsen ist, dass sich infolge der übergelagerten Kreisbewegungen der Vorschub laufend ändert. So bleibt die Spandicke stets gleich, wovon auch der gleichbleibend konstante Ton bei der Bearbeitung zeugt. Rund 18 Minuten braucht der Fräser für die Bearbeitung, für die zweite Spannung, wo im wesentlichen nur noch abgezeilt wird und die Fasen angebracht werden, noch mal zwei. „Die Gesamtbearbeitung für den Absteckbolzen beträgt also rund 20 Minuten. Früher haben wir doppelt so lange benötigt“, erklärt Thomas Gödeke nicht ohne Stolz und verweist auf einen weiteren Aspekt: Wie den meisten Einzel- und Variantenfertigern steht auch bei Dreiling die Prozesssicherheit an vorderer Stelle.

Kunden stehen bereits Schlange: CoAX 2D heißt der weltweit erste Ultraleichthubschauber mit Koaxialantrieb, der sich beim benachbart angesiedelten Schwesterunternehmen edm aerotec GmbH in der finalen Erprobungsphase befindet.


Das Gesamtsystem ist wichtig
Entscheidend sei hierfür aber nicht das Werkzeug alleine, betont Gödeke, sondern das Gesamtsystem. Also das richtige Zusammenspiel von Parametern wie Bearbeitungsstrategie, Maschinenkinematik und -dynamik, Werkzeug sowie Werkzeugaufnahme. Bei Letzterer vertraut man bei Dreiling ebenfalls auf Emuge-Franken, nämlich auf die patentierte FPC-Aufnahme, bei der die Werkzeuge mechanisch über Spannhülsen gehalten werden und die sich sowohl zum Fräsen als auch zum Bohren, Reiben oder zur Gewindeherstellung eignet. Kennzahlen dieser präzisen Aufnahme sind die sehr hohe Haltekraft, also das übertragbare Drehmoment – laut Emuge-Franken bei einem Werkzeugschaftdurchmesser von 20 mm rund 400 Nm –, der exzellente Rundlauf mit einer Ungenauigkeit von maximal drei Mikrometern sowie die schmale Störkontur. Extrem wichtig sei in diesem Zusammenhang die Auszugssicherung des Fräswerkzeuges, meint Gödeke: „Bei hohen Schnittwerten oder schwer zerspanbaren Werkstoffen führt selbst die kleinste axiale Bewegung des Fräsers fast immer zu Werkzeugbruch.“ Dies verhindert bei Dreiling die Auszugssicherung der Franken-FPC-Aufnahme, die für eine form- und kraftschlüssige Verbindung zwischen Werkzeug und Spannhülse und damit für eine hundertprozentige Auszugssicherheit sorgt.
In Geisleden freut man sich neben dem Zeitgewinn und der gestiegenen Prozesssicherheit zudem über die höhere Lebensdauer der neuen Trochoidal-Fräser. Wesentlich zu dem Standzeitgewinn tragen neben den ohnehin schneidenschonenden Trochoidalzyklen, der geometriebedingten Laufruhe und Spanbildung die verwendeten neuen Substrate und die ebenfalls neuen Multilayer-Beschichtungen bei. „Wenn alle Parameter stimmen, erreichen wir beim Trochoidalfräsen von normallegiertem Stahl jetzt Standzeiten pro Werkzeug von bis zu drei Stunden“, so Thomas Gödeke abschließend.
Teilen: · · Zur Merkliste