Verzahnen bis Modul 30
Den Trend zu kleineren Losgrößen und höherer Variantenbreite bei Zahnrädern unterstützt Horn mit einer Fülle von leistungsfähigen und wirtschaftlichen Verzahnungslösungen auf universellen Bearbeitungsmaschinen. Für jede Verzahnungsgeometrie zwischen Modul 0,5 und Modul 30 bietet Horn, in Österreich durch Wedco vertreten, die entsprechenden Lösungen. Sie dienen dazu, auch bei Einzelteilen, Prototypen sowie Klein- und Mittelserien hochwertige Verzahnungsgeometrien aller Art bis Modul 30 wirtschaftlich mit Standardwerkzeugen zu generieren.

Schneidplatten 606 bis 636 für Modul 0,5 bis Modul 3.
Das Verzahnungsprogramm umfasst das Fräsen von Stirnrädern (gerade, schräg oder pfeilverzahnt) und Welle-Nabe-Verbindungen, das Stoßen von Außen- und Innenverzahnungen, das Fräsen von Schneckenwellen, Kegelrädern und Ritzeln sowie kundenspezifischer Verzahnungsprofile.
Bis Modul 6 decken je nach Modulgröße (DIN 3972, Bezugsprofil 1) unterschiedliche Frässysteme das Aufgabengebiet ab. Für Modul 0,5 bis Modul 3 fräsen stirnverzahnte 6-schneidige Zirkularfräsplatten der Typen 606 bis 636 Zahnprofile in einem Durchgang. Die Schneidplatten sind standardisiert für die gängigsten Verzahnungsgrößen. Je nach Profilbreite/Profiltiefe kommen unterschiedliche Schneidplatten zum Einsatz.
Die Ausführung 613 bietet zum Beispiel für Modul 1 und Modul 1,5 folgende Vorteile: Zur Bearbeitung von Verzahnungen an Wellen, auch bei engen Platzverhältnissen, sorgen bei einem Schneidkreisdurchmesser von nur 21,7 mm sechs Zähne für kurze Bearbeitungszeiten. Die Hartmetallsorte AS45 ermöglicht einen breiten Anwendungsbereich bei hervorragenden Standzeiten.
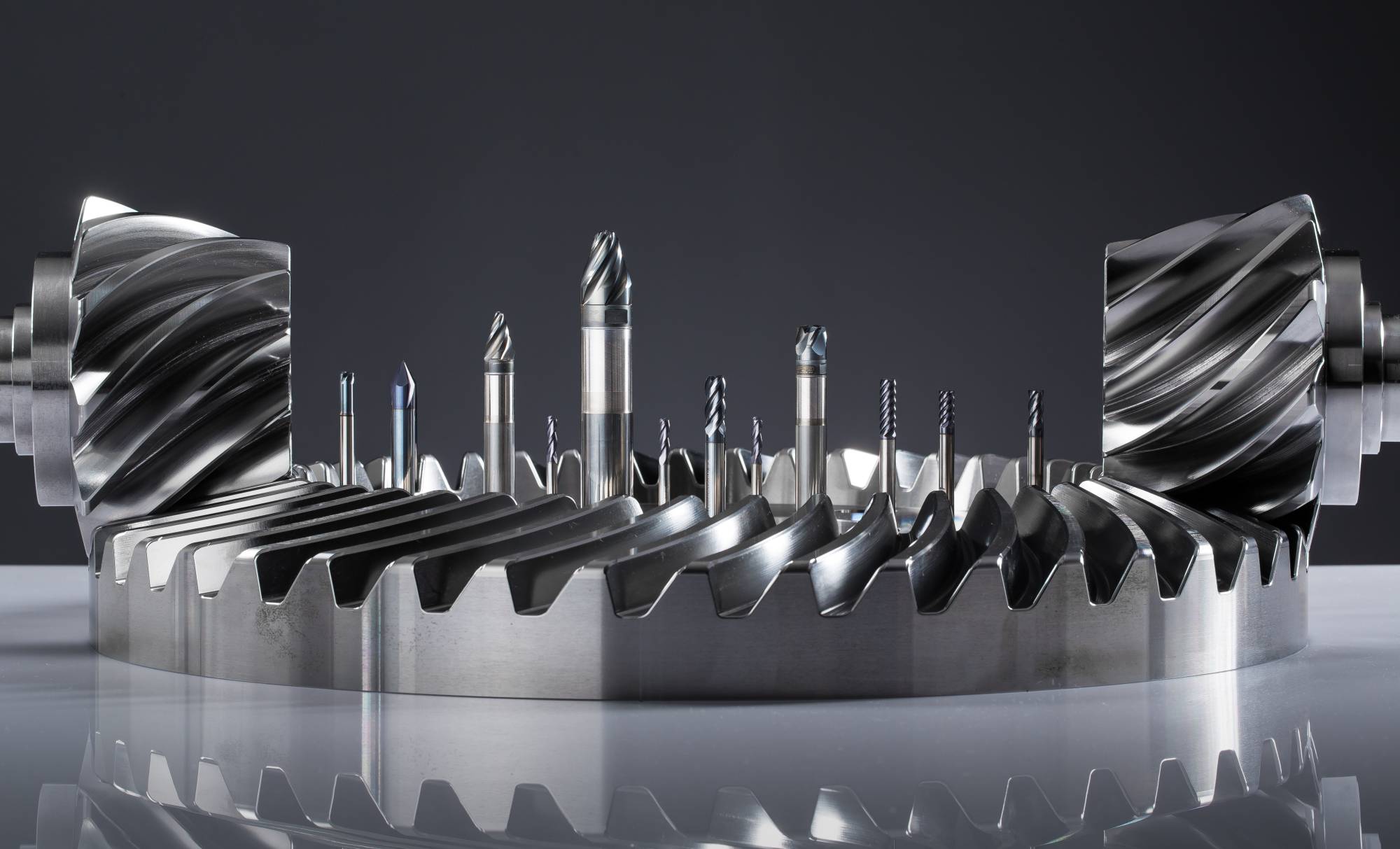
VHM Fräser der DS Reihe zum Bearbeiten von Zahnformflanken und Fußprofilen.
Alle Geometrien von Zahnprofilen
Für die Bearbeitung von Modul 3 bis Modul 4 dienen Frässysteme des Typs M274 und M279 mit axialverschraubten, zweischneidigen Schneidplatten. Je nach Profiltyp werden einreihige oder zweireihige Fräser eingesetzt. Die Grundkörper entsprechen dem jeweiligen Kundenwunsch. Zwischen Modul 2,5 bis Modul 6 können auch alternativ Formprofilfräser Typ M121 mit frei profilierbaren, einschneidigen Wechselschneidplatten eingesetzt werden. Mit einem Fräskörper nach Kundenwunsch entsteht das Zahnprofil in einem Durchgang.
Ab Modul 4 bis Modul 30 bietet Horn Verzahnungslösungen für Prototypen sowie Klein- und Mittelserien auf universellen Bearbeitungszentren mit Standardwerkzeugen wie Schaftfräsern, Kugelfräsern, torischen Fräsern, Scheibenfräsern, Topfscheibenfräsern und konischen Fräsern aus seinem Standardprogramm. Basis für diese Bearbeitungen bietet Verzahnungssoftware wie zum Beispiel gearMILL von DMG MORI. Standardwerkzeuge erzeugen dabei softwaregestützt alle Geometrien von Zahnprofilen: Stirnverzahnungen, gerade-, schräg- oder pfeilverzahnt, Schneckenrädern, unterschiedlichen Kegelrädern oder Ritzeln wie zum Beispiel „Klingelnberg“ Zyklo-Palloid-Verzahnungen oder diverse „Gleason“ Derivate.
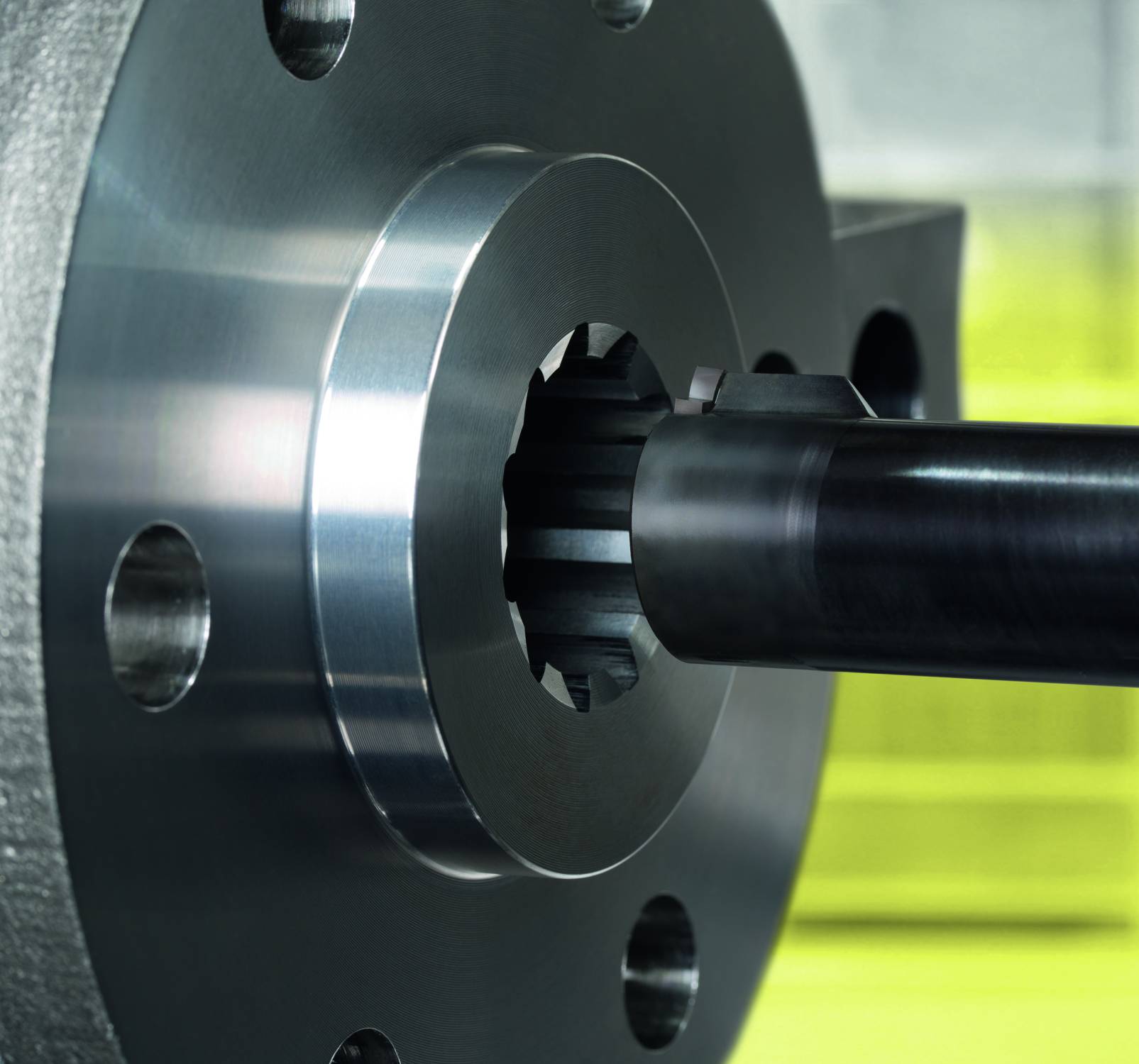
Beispielhafte Stoßanwendung beim Innenverzahnen.
Vom Vorfräsen bis zur Endbearbeitung
Hochvorschubfräser der Typen DGM, DSDS und DAH37 oder Scheibenfräser übernehmen das Vorfräsen. VHM-Schaft- Torus- und Radiusfräser des Systems DSM bearbeiten Zahnformflanken und Fußprofile. Fräser des Typs DGFF entgraten und fasen. Ebenso eingesetzt werden Wechselkopffräser des Systems DG, speziell DGVZ Fräser. Nach dem Härten übernehmen Standardfräser mit CBN-Schneiden oder aus besonderen Hartmetallsorten die Endbearbeitung. Allesamt kostengünstige Standardfräser mit kurzen Lieferzeiten.
Es ist somit möglich, auf universellen fünfachsigen Dreh- und Fräszentren, hochkomplexe Zahnräder zu fertigen. Der wirtschaftliche und zeitliche Effekt gegenüber der Fertigung auf teuren Verzahnungsmaschinen ist dabei enorm, denn auf den universellen Bearbeitungszentren können vorher die jeweiligen Rohteilgeometrien und anschließend in der gleichen Aufspannung Zahnräder in Einzelfertigung, für den Prototypenbereich oder Klein- und Mittelserien – und anschließend wieder ganz andere Teile – gefertigt werden.
Eine ebenfalls kostengünstige Alternative bei der Erzeugung von gerade oder schrägverzahnten Außen- und Innenverzahnungen mit unterschiedlichen Zahnprofilen und Modulgrößen bei kleinen und mittleren Losgrößen bietet das Verzahnungsstoßen mit Standardwerkzeugsystemen auf universellen Dreh- und Fräszentren. Gerade bei Innenverzahnungen kann dabei das Räumen mit teuren Räumnadeln auf speziellen Räummaschinen substituiert werden.
Teilen: · · Zur Merkliste