anwenderreportage
Das Gewindewerkzeug Emuge Taptor im Einsatz bei Voith Turbo
Die Innengewinde von Getriebegehäusen stellt Voith Turbo seit Kurzem in einem Schritt mit dem Bohr- und Gewindewerkzeug Taptor her. Noch befindet sich das von Emuge zusammen mit Audi entwickelte Verfahren bei Voith in der Testphase. Das vorläufige Ziel – die Reduzierung von Werkzeugen und Taktzeiten – wurde bereits erreicht.

Das Gewindewerkzeug Emuge Taptor vereint einen Spiralbohrer mit einem Gewindebohrer und führt zu einer wesentlichen Einsparung an Bearbeitungszeit.
Shortcut
Aufgabenstellung: Reduzierung von Werkzeugen und Taktzeiten.
Lösung: Tapor von Emuge Franken, ein zweischneidiger Spiralbohrer und Gewindebohrer in einem.
Nutzen: Beachtlicher Zeitvorteil, prozesssicher, zwei Werkzeugplätze eingespart.
Viele von uns haben direkt oder indirekt mit Produkten von Voith zu tun, wir wissen es nur nicht. Vielleicht beim Anschalten des Lichts, denn rund ein Viertel aller Wasserkraftwerke weltweit ist mit Technik von Voith Hydro ausgerüstet. Oder beim Buch, bei der Bedienungsanleitung, der Verpackung, beim Toilettenpapier – Voith Paper zählt international zu den größten Systemlieferanten für die Papierindustrie. Gegründet 1867 ist Voith heute mit rund 21.000 Mitarbeiterinnen und Mitarbeitern, 4,9 Milliarden Euro Umsatz und Standorten in über 60 Ländern der Welt eines der großen Familienunternehmen Europas. Ergänzt werden die beiden Sparten Hydro und Paper durch den dritten Konzernbereich Turbo. Dieser bietet intelligente Antriebstechnik, Systeme sowie maßgeschneiderte Serviceleistungen. Ein wichtiger Fertigungsstandort des Konzernbereichs befindet sich in Garching, nördlich von München.

Alle M8-Sacklochgewinde wurden komplett mit dem Taptor hergestellt, einschließlich Fase.
Steffen Seifert
NC Programmierer bei Voith.
„Die durchschnittliche Zeiteinsparung, die mit dem Taptor gegenüber dem vorher getrennten Bohren und Gewindeschneiden erzielt wurde, liegt im zweistelligen Prozentbereich. “
Automatische Gehäusebearbeitung im 24/7-Betrieb
In der spanenden Fertigung werden in Garching neben diversen anderen Bauteilen unter anderem die Gehäuse für die Bus-Automatikgetriebe der Diwa-Reihe bearbeitet. Die Gehäuse bestehen aus der Aluminium-Gusslegierung GD-ALS110. Auf einem Kontrollmonitor im XXL-Format, der oberhalb des Zellenrechners der automatischen, etwa 15 m langen Fertigungslinie installiert ist, werden in Echtzeit die aktuell laufenden Prozesse bei der Komplettbearbeitung der Gehäusevarianten visualisiert. „Komplett heißt bei uns Fräsen, also vom Schruppen bis Fertigschlichten auf Endmaß, Bohren, Anfasen sowie die Gewindeherstellung – alles in drei Aufspannungen“, beschreibt Steffen Seifert, NC-Programmierer bei Voith. Diese Aufgabe übernehmen die drei Horizontal-Bearbeitungszentren Heller MC 20, die in der Fertigungslinie nebeneinander angeordnet sind und durch eine Teilewaschanlage ergänzt werden. „Natürlich sind hier kurze Taktzeiten und eine gleichbleibend hohe Bearbeitungsqualität wichtig. Ebenso aber auch die absolute Prozesssicherheit", fasst Seifert die wichtigsten Eckpunkte bei der Gehäusebearbeitung zusammen. Und da sich die Fertigungstechnologien ja ständig weiterentwickeln, durchsuche man den Markt ständig nach neuen Lösungen, um so die Prozesse weiter optimieren zu können. „Eine der wichtigsten Stellgrößen sind dabei die Werkzeuge", betont der NC-Spezialist, der zusammen mit seinen Kollegen aus der CAM-Abteilung in Garching auch das Toolmanagement verantwortet.
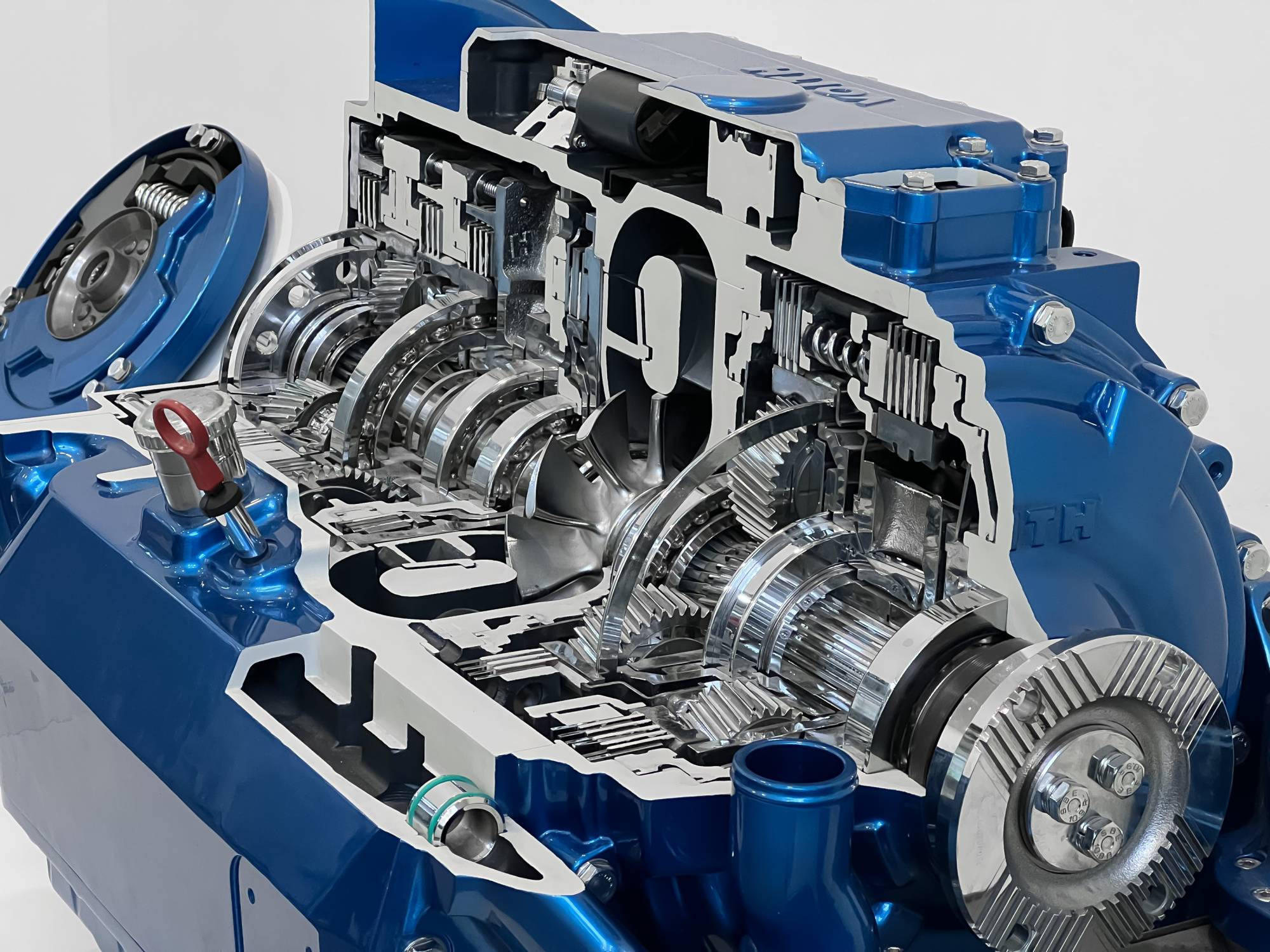
Ein Modell des Automatikgetriebes Diwa 6 für Busse, das unter anderem in Garching gefertigt wird.
Neues Verfahren entwickelt
Voith bezieht seine Werkzeuge von verschiedenen Lieferanten, zu denen seit sehr vielen Jahren auch Emuge-Franken zählt. „Ich hatte mit großem Interesse gelesen, dass Emuge zusammen mit Audi unter dem Namen Taptor ein neues Verfahren entwickelt hat, bei dem in Aluminiumguss die Kernlochbohrung und das Gewinde M6 simultan mit einem einzigen Werkzeug erzeugt wird", erinnert sich Seifert. „Im Vergleich zum klassischen Vorbohren und anschließendem Gewindeschneiden beziehungsweise -formen waren mit dem Taptor durch den entfallenen Werkzeugwechsel beachtliche Zeitvorteile erzielt worden.“ Und dies bei vergleichbar guter Gewindequalität. Und er hatte gesehen, dass es sich bei den in dem Artikel beschriebenen Versuchen, die bei Audi gefahren wurden, um ganz ähnliche Gewindeausführungen wie bei den Getriebegehäusen gehandelt hatte. „Deshalb war ich natürlich sofort interessiert, auszuprobieren, ob der Taptor sich auch auf unserer Fertigungslinie unter Serienbedingungen einsetzen lässt.“ Primär auch deshalb, weil man mit dem Taptor einen dringend benötigten Platz im ausgebuchten Werkzeugmagazin der Heller MC 20 gewinnen würde. Seifert sprach Armin Kusch darauf an, der als Außendienstmitarbeiter von Emuge-Franken Voith in Garching persönlich vor Ort betreut. Und Kusch versprach, den Taptor in den inzwischen verfügbaren Größen M6 und M8 anfertigen zu lassen und für Versuchszwecke mitzubringen.

Automatisch im 24/7-Betrieb: In der Fertigungslinie (Felsomat) sind drei Horizontal-Bearbeitungszentren (Heller MC 20) nebeneinander angeordnet, ergänzt durch eine Teilewaschanlage.
Infos zum Anwender
Die Voith Group ist ein weltweit agierender Technologiekonzern. Mit seinem breiten Portfolio aus Anlagen, Produkten, Serviceleistungen und digitalen Anwendungen setzt Voith Maßstäbe in den Märkten Energie, Papier, Rohstoffe und Transport & Automotive. Gegründet 1867 ist Voith heute mit rund 21.000 Mitarbeiterinnen und Mitarbeitern, 4,9 Milliarden Euro Umsatz und Standorten in über 60 Ländern der Welt eines der großen Familienunternehmen Europas.
Spiralbohrer und Gewindebohrer in einem
Was verbirgt sich hinter dem von Audi patentrechtlich geschützten Verfahren genau, das zusammen mit Emuge entwickelt wurde und von den Ingolstädtern „Gewinde 3.0 mit Taptor-Technologie“ genannt wird? Auf den Punkt gebracht ist der Taptor ein zweischneidiger Spiral- und Gewindebohrer in einem. Das erkennt man daran, dass sich in geringem Abstand von der Bohrerspitze Gewindezähne befinden. „Das Werkzeug bewegt sich mit dem Vorschub wie beim synchronen Gewindebohren in das Werkstück, der Bohrvorschub pro Umdrehung entspricht also der Gewindesteigung“, erläutert Thomas Funk vom Technischen Büro bei Emuge das Funktionsprinzip. „Ist die gewünschte Bohrtiefe erreicht, schneidet sich das Werkzeug frei. Im Bohrungsgrund wird das unvollständige Gewinde im Bereich des Gewindeauslaufs verfahrensbedingt entfernt. Es entsteht ein Freiraum mit dem Gewindeaußendurchmesser und einer Breite von circa einmal der Gewindesteigung. In diesen Freiraum kann die Schraube eingeschraubt werden. In umgekehrter Drehrichtung fährt das Werkzeug durch das erzeugte Gewinde anschließend wieder heraus.“
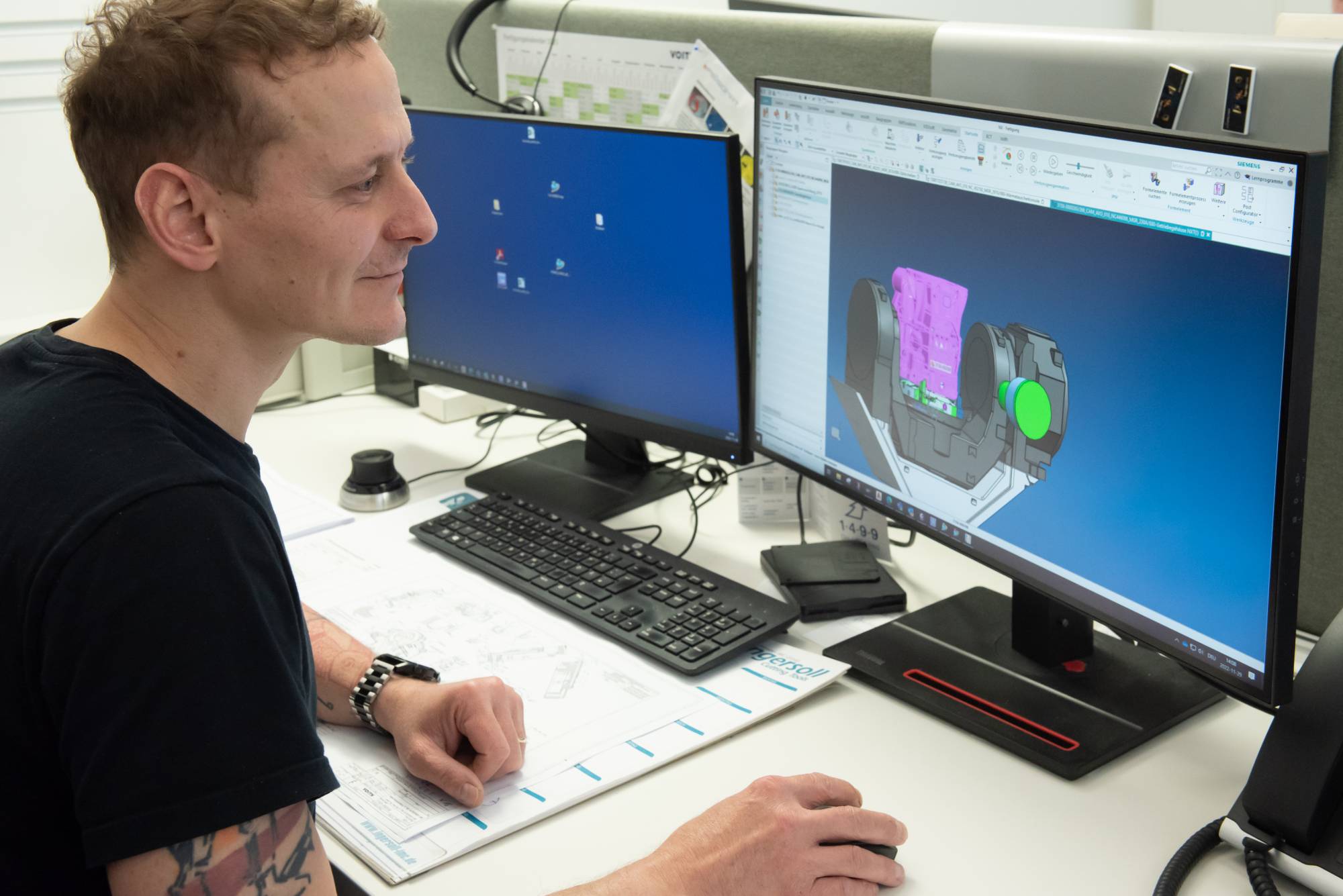
Steffen Seifert an seinem CAM-Arbeitsplatz. Die NC-Programme für die Bearbeitungszentren werden mit Siemens NX generiert.
NC-Programm für den Gewindezyklus wird mitgeliefert
Vor Beginn der Versuche mussten in Garching noch die Gewindezyklen für die Gehäusebearbeitung programmiert werden. „Wir arbeiten beim Taptor mit dem G331-Zyklus. Das ist in den Sinumerik-Steuerungen von Siemens der Zyklus zum Gewindebohren ohne Ausgleichsfutter", erklärt Entwickler Funk von Emuge. Bei Fanuc wäre dieser Zyklus mittlerweile ebenfalls verfügbar, mit anderen Steuerungsherstellern sei man im Gespräch. Wichtig sei dabei, dass die Maschine hochdynamisch ausgelegt ist und die Spindel über einen Pulsgeber verfügt, damit die Synchronität beim Gewinden gewährleistet ist. „Den G-Code für den Taptor-Zyklus liefern wir dem Kunden als Anwendungsbeispiel mit.“ Dies war in diesem Fall aber nicht notwendig, da auf Basis der Informationen von Emuge Seifert als NC-Profi die Zyklen in kurzer Zeit selbst geschrieben hatte. Auch deshalb, weil bei Voith die Heller MC 20 ebenfalls mit Sinumerik 840D-CNCs ausgerüstet sind. Dabei wird mit dem Taptor der Gewindezyklus so lange gefahren, bis die erforderliche Gewindetiefe erreicht ist. „An diesem Punkt nehme ich die Steigung heraus und lasse den Taptor auf der Stelle drehen, damit ein Freistich und gleichzeitig die Fase erzeugt wird", beschreibt er die Vorgehensweise. Anschließend wird die Drehrichtung der Spindel umgedreht und mit dem gleichen Zyklus aus der Bohrung herausgefahren. „Wichtig ist, dass die Position vom Werkzeug eins zu eins übereinstimmt mit der Einfahrposition, da sonst das Gewinde verschneiden würde.“
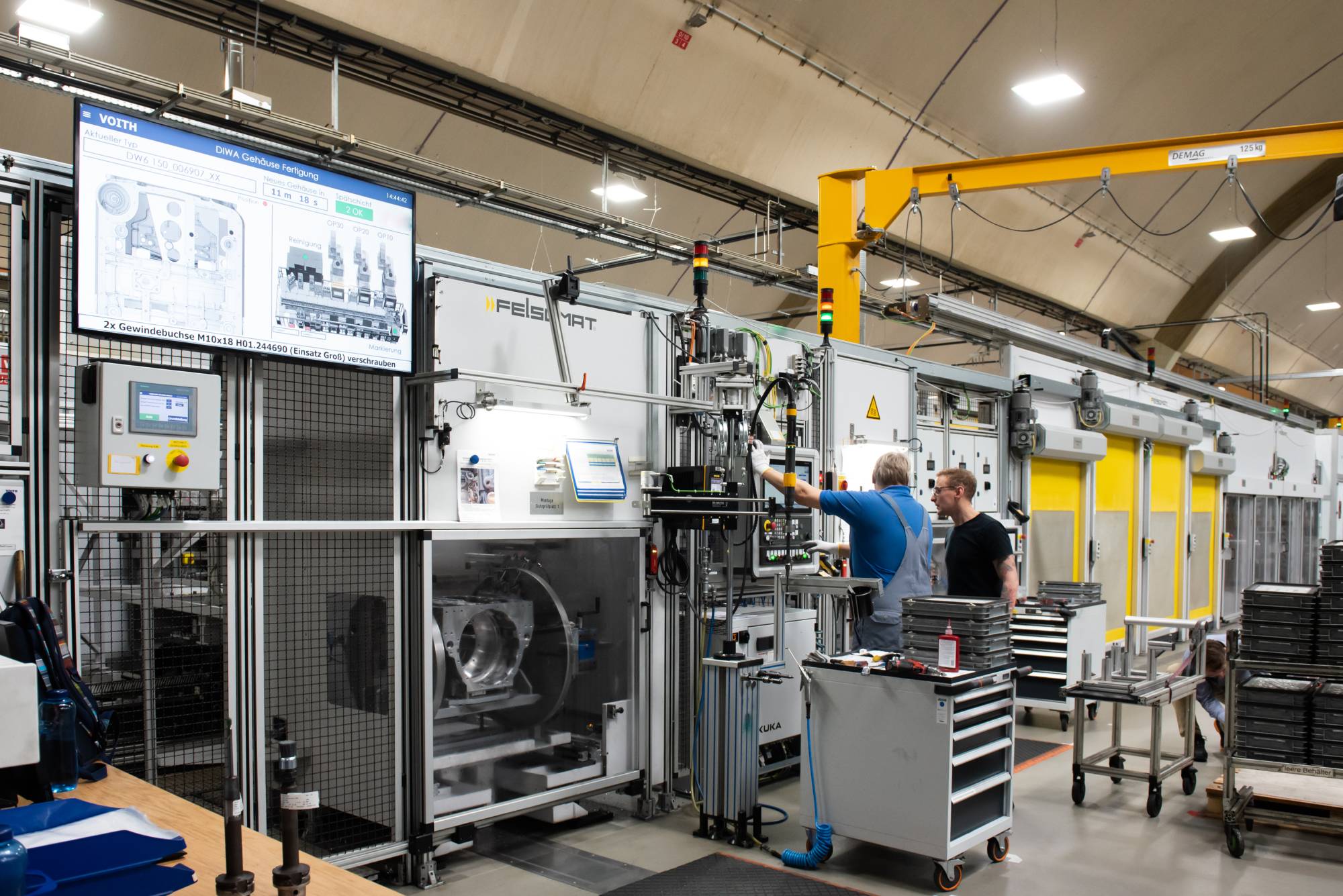
Ein großer Monitor visualisiert in Echtzeit die aktuell laufenden Prozesse.
Kühlung und Schmierung extrem wichtig
Als Drehzahl wählte man 3.000 U/min. Diese Drehzahl wird von der Heller MC 20 im Gewindezyklus problemlos synchronisiert. „Da wir in der jetzigen Phase beim Einsatz des Taptors noch auf den Speedsynchro verzichten, haben wir ihn direkt ins Schrumpffutter gespannt.“ Was Seifert meint, ist der Emuge Speedsynchro, eine Spannzangenaufnahme mit Längenausgleich und integriertem Übersetzungsgetriebe „ins Schnelle". Zu den wichtigen Prozessparametern zähle auch das Thema Schmierung und Kühlung, meint Seifert. „Wir verwenden bei unseren Bearbeitungszentren grundsätzlich hochgefilterten Kühlschmierstoff.“ Darum sind in Garching bei den drei Heller MC 20 – spezielle Filteranlagen des Herstellers IDV Engineering installiert. Ein Bypass-Patronenfilter filtert bei diesem System alle Späne und andere Partikel, die größer als 10 µm sind, aus dem Kühlschmierstoff heraus. Die Tests mit dem Taptor hätten dann auf Anhieb geklappt. Auch dank der aktiven Unterstützung seitens Emuge und insbesondere von Armin Kusch, hebt Seifert hervor.

Armin Kusch, Außendienstmitarbeiter von Emuge-Franken und rechts daneben Steffen Seifert von Voith Turbo neben dem Modell des Bus-Automatikgetriebes Diwa 6 für Linien- und Reisebusse.
Zwei Werkzeugplätze eingespart
Mittlerweile werden bei den Getriebegehäusen mit dem Taptor alle Gewinde – ausschließlich Sacklochgewinde – unter Serienbedingungen hergestellt. „Wir haben die zunächst angestrebte Standmenge gleich im zweiten Versuch erreicht und diese dann sukzessive erhöht. Die durchschnittliche Zeiteinsparung, die mit dem Taptor gegenüber dem vorher getrennten Bohren und Gewindeschneiden erzielt wurde, liegt im zweistelligen Prozentbereich. Bezogen auf alle Gehäusetypen hat sich die Gesamttaktzeit um etwa fünf Prozent verkürzt. Aber das wird mit Sicherheit mehr, denn wir sind ja noch am Ausloten“, lautet Seiferts vorläufige Bilanz.
Teilen: · · Zur Merkliste