Mit Werkzeugen von Walter die Produktivität beim Bohren und Gewinden steigern
Bohren und Gewinden – aus dem einen folgt zwar nicht immer zwingend das andere, aber oft eben doch. Gemeinsam machen beide Anwendungen einen großen Teil der zerspanenden Bearbeitungen aus, die in der Industrie anfallen. Bei Walter richtet man besonderes Augenmerk auf die Anforderungen in der Serien- und Massenfertigung. Die Vollhartmetallbohrer X·treme Evo DC160 Advance sowie die Gewindebohrer Paradur Eco Plus und Prototex Eco Plus sind dafür ein gutes Beispiel: Sie lassen sich universell in nahezu allen ISO-Werkstoffgruppen einsetzen, decken beim Gewinden und Bohren eine Vielzahl von Anwendungen ab und sind auf unterschiedlichen Maschinentypen und Bearbeitungszentren einsetzbar.

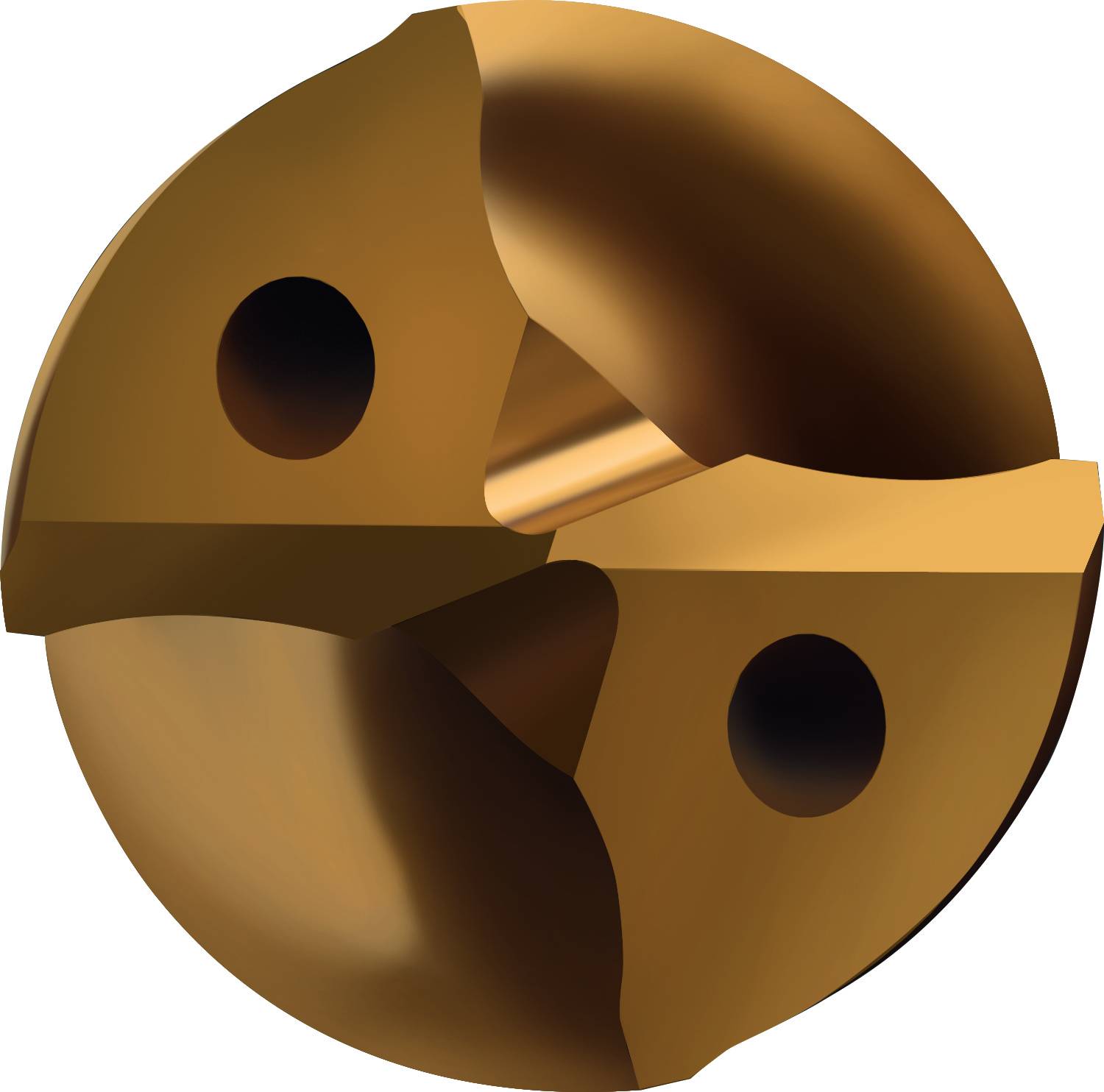
Der Walter X·treme Evo DC160 Advance zeichnet sich durch eine hohe Leistungsfähigkeit, Standzeit und Prozesssicherheit aus.

Helmut Gschrey
Senior Product Manager Holemaking bei Walter
„Die besondere Geometrie des X·treme Evo-Bohrers minimiert das Risiko erheblich, dass sich Späne im Bohrloch verklemmen.“
Typischerweise müssen beim Bohren und Gewinden Anforderungen erfüllt werden, die nicht ganz einfach miteinander zu vereinbaren sind: Gerade im Bereich Maschinenbau, Automotive, Luft- und Raumfahrttechnik und Energie gehören höchste Präzision und Maßhaltigkeit im Mikrometerbereich zu den Standardanforderungen. Bohrungen und Gewinde sind aber gleichzeitig oft eine Art „Massenprodukt“, auf dem entsprechender Preisdruck liegt. „Zerspanende Unternehmen müssen deswegen Prozesssicherheit und Effizienz miteinander verbinden. Eine zentrale Rolle spielen dabei die Werkzeuge. Universell einsetzbare Werkzeuge wirken sich direkt auf die Maschinenkosten aus, denn sie bedeuten weniger Werkzeugwechsel – aber auch nur, wenn die Prozesssicherheit stimmt“, erläutert Helmut Gschrey, Senior Product Manager Holemaking bei Walter.
Walter bietet in den Bereichen Bohren und Gewinden ein ausgereiftes, aufeinander abgestimmtes Portfolio mit auf die Gewindeabmessung angepassten Kernlochbohrern. Mit zahlreichen digitalen Tools wie dem Walter GPS unterstützt der Zerspanungsspezialist Anwender außerdem bei Auswahl, Bestellung und Werkzeuglogistik sowie bei der Planung und Programmierung der Zerspanungsstrategie.

Der Walter X·treme Evo DC160 Advance-Vollhartmetallbohrer ist mit einer von Walter selbst entwickelten Multilayer-Beschichtung aus TiSiAlCrN/AlTiN ausgestattet.

Timo Mager
Senior Product Manager Threading bei Walter
„Ausschlaggebend für die hohe Prozesssicherheit des Paradur Eco Plus Gewindebohrers sind die besondere Mikrogeometrie und die reduzierte Kerbwirkung im Gewindeprofil sowie die universelle Beschichtung.“
Prozesssicher über die komplette Standzeit
„Auch bei so ausgereiften Technologien wie dem Bohren in Metall lassen sich an vielen Stellen noch Dinge so optimieren, dass sich im Zusammenspiel eine deutliche Verbesserung der Performance ergibt“, betont Gschrey und ergänzt: „Zentrale Kriterien für die Qualität von Bohrungen sind ihre Maßhaltigkeit und Präzision – und das über viele Bohrungen hinweg. Höchste Genauigkeit ist vor allem auch dann wichtig, wenn die Bohrungen noch mit Gewinden versehen werden. Je präziser die Bohrung eingebracht wurde, desto prozesssicherer und qualitativ hochwertiger lässt sich auch das Gewinde fertigen.“
Eigens für die Serien- und Massenfertigung haben die Walter-Bohrexperten den VHM-Bohrer X·treme Evo DC160 Advance entwickelt. Damit lässt sich sicher und zuverlässig in den typischen ISO-Werkstoffen wie unlegierte bis hochlegierte Stähle, rostfreie Stähle, Gusseisen und Nicht-Eisen-Legierungen arbeiten. Die spezielle Bohrergeometrie sorgt für hohe Präzision und Rundheit: Die steile Ausspitzung verringert die Vorschubkraft und erhöht die Positioniergenauigkeit. Die vierte Führungsfase ist tiefer angesetzt, sodass sie schneller ins zu bearbeitende Material eingreift. Das verbessert die Führung erheblich, sodass X·treme Evo-Bohrer auch gut für schräge Ein- und Austritte geeignet sind. Die geräumige Stirngeometrie schafft viel Platz für den Span im Zentrum und verbessert gerade auch in weichen Werkstoffen wie Baustahl die Spanabfuhr.
Eine optimale Spanabfuhr ist ein wichtiger Faktor in Bezug auf Prozesssicherheit und Qualität der Bohrung: „Die besondere Geometrie des X·treme Evo-Bohrers minimiert das Risiko erheblich, dass sich Späne im Bohrloch verklemmen. Die sichere, präzise Führung des Bohrers und die niedrige Vorschubkraft garantieren nicht nur die Einhaltung der Maß- und Qualitätsvorgaben auch bei schwierigen Eingriffssituationen. Auch der Verschleiß am Bohrer bleibt so unter Kontrolle, was besonders bei Serienbohrungen zur gleichbleibenden Qualität bis zum letzten Loch beiträgt“, veranschaulicht Gschrey. So zeigte der Walter X·treme Evo bei der Bearbeitung eines Ventilkolbens (Bohrung Ø 7,3 mm, Anbohren auf 120°, Grundloch) mit 6.000 Bohrungen pro Bohrer einen stabileren Standweg als Wettbewerbsprodukte bei gleichen Schnittdaten. Der von Walter selbst entwickelte Schneidstoff WJ30ET aus Feinkornhartmetall und mit Multilayer-Beschichtung aus TiSiAlCrN/AlTiN erhöht die Verschleißfestigkeit der Bohrer und macht sie außerdem besonders zäh, was maßgeblich zur Prozesssicherheit und Performance beiträgt.

Verschleißfest bei höchster Produktivität
Das wichtigste Kriterium für eine prozesssichere Anwendung beim Gewindebohren ist die Spanabfuhr in der Grundlochbearbeitung. Bei der Durchgangsbearbeitung steht der normale Verschleiß an erster Stelle, die Späne treten nach vorne aus und sind deshalb kein störender Faktor. Da beim Gewindebohren die spezifischen Qualitäten des Werkstoffes, wie vor allem dessen Zugfestigkeit und Härte, stärker auf das Werkzeug und damit auch auf die Qualität des produzierten Gewindes einwirken, lassen sich Gewindebohrer nicht ganz einfach „universalisieren“. „Nicht jeder Gewindebohrer am Markt, der universelle Einsetzbarkeit verspricht, erweist sich in der konkreten Anwendung dann als prozesssicher. Ein abgebrochener Gewindebohrer, den man auch noch zeitaufwendig aus dem Bohrloch entfernen oder das Bauteil, das verschrottet werden muss – genau gegen solche Überraschungen will man gerade bei der Serienfertigung gefeit sein“, erläutert Timo Mager, Senior Product Manager Threading bei Walter.

Der Universal-Hochleistungsgewindebohrer Paradur Eco Plus minimiert mit einer THL-Beschichtung Aufbauschneiden und sorgt für lange Standzeiten.

Prototyp Paradur Eco Plus – Grundloch-Gewindebohrer.

Durchgangsgewindebohrer Prototex Eco Plus: Die THL-Beschichtung sowie die auf besondere Verschleißfestigkeit optimierte Geometrie des Schälanschnitts minimieren Aufbauschneiden und garantieren hohe Standzeiten.
Praxisbeispiele belegen Vorteile
Für die Walter-Gewindebohrer Paradur Eco Plus und Prototex Eco Plus ist die hohe Prozesssicherheit in zahlreichen realen Anwendungen bei Kunden nachgewiesen: So konnte durch den Wechsel zu Paradur Eco Plus-Gewindebohrern ein Hersteller von Radträgern aus Sphäroguss (Zugfestigkeit 1.000 N/mm²) beim Fertigen der M16-Gewinde die Standmenge bei identischen Schnittdaten um 42 % gegenüber dem vorher verwendeten Gewindebohrer steigern. „Ausschlaggebend für die hohe Prozesssicherheit des Paradur Eco Plus-Gewindebohrers sind die besondere Mikrogeometrie und die reduzierte Kerbwirkung im Gewindeprofil sowie die universelle Beschichtung. Sie sorgen für eine optimale Spanbildung und halten das Werkzeug stabil“, unterstreicht Mager.
Ähnliche Produktivitätssprünge lassen sich mit dem Prototex Eco Plus erreichen: Beim Einbringen von M16-Gewinden in korrosionsbeständigen Formenaufbaustahl konnte mit dem Wechsel zum Walter-Gewindebohrer die Schnittgeschwindigkeit von 149 auf 199 min⁻¹ gesteigert werden. Gleichzeitig kam es zu einer Erhöhung der Standmenge: Ein Prototex schafft stabil 406 Gewinde von gleichbleibender Qualität. Die THL-Beschichtung des Gewindebohrers sowie die auf besondere Verschleißfestigkeit optimierte Geometrie des Schälanschnitts minimieren Aufbauschneiden und garantieren hohe Standzeiten.
Teilen: · · Zur Merkliste