anwenderreportage
Präzision aus dem Allgäu: zmtec verwendet Werkzeugsysteme von Horn
Das Firmenmotto „gscheid gmacht“ steht bei Reinhard Buck nicht nur auf seinem Firmenlogo. Dieses Motto lebt der Unternehmer mit seinen Mitarbeitern in seiner Firma zmtec täglich. In Leutkirch im Allgäu produziert das Unternehmen vom Mikrobauteil bis zu komplexen Baugruppen. Zu den Spezialitäten von Reinhard Buck gehören Kleinstdrehteile ab einem Durchmesser von 0,5 mm. Für die produktive Zerspanung setzt er auf die Werkzeugsysteme von Horn, in Österreich vertreten durch Wedco.
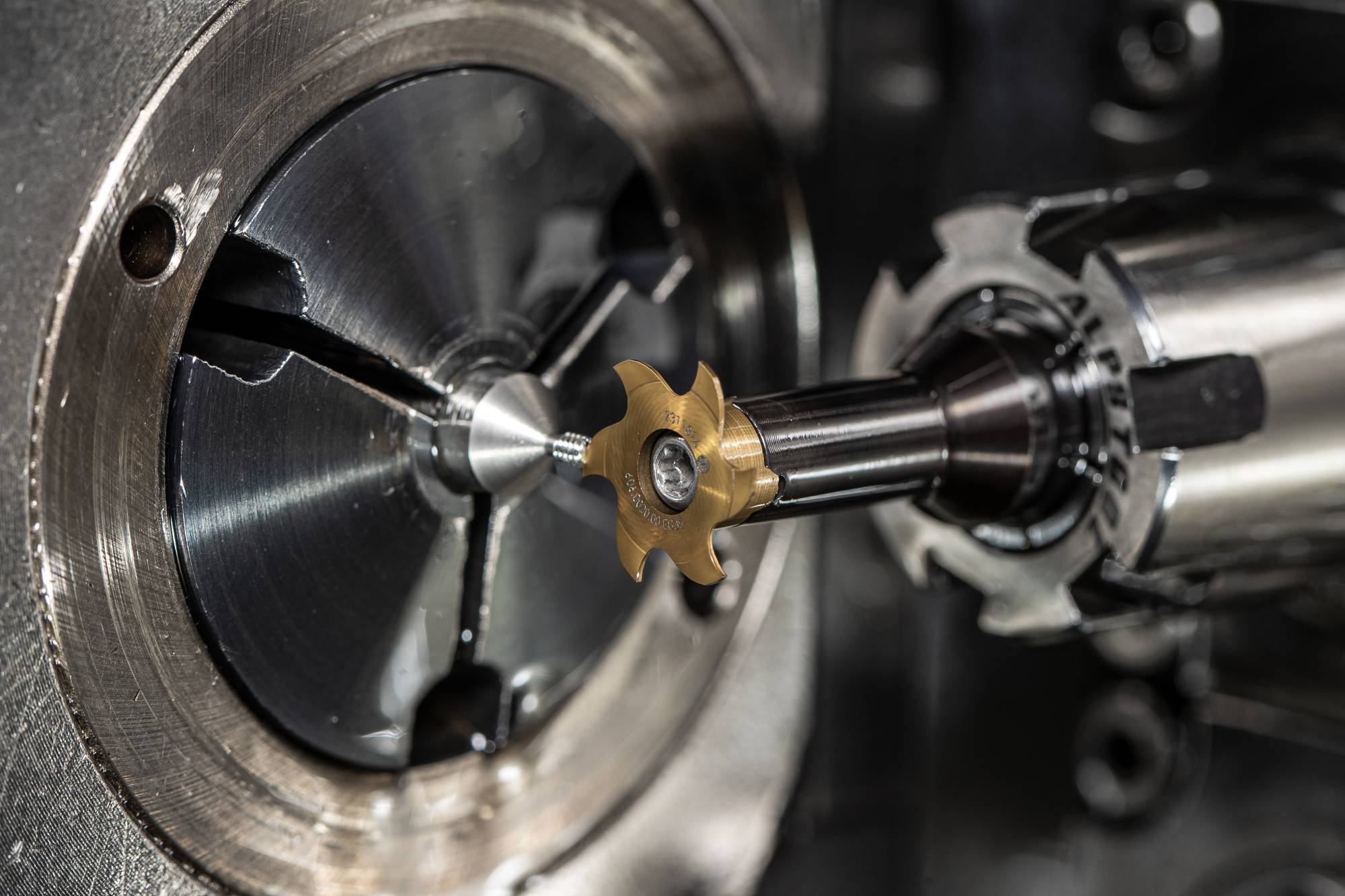
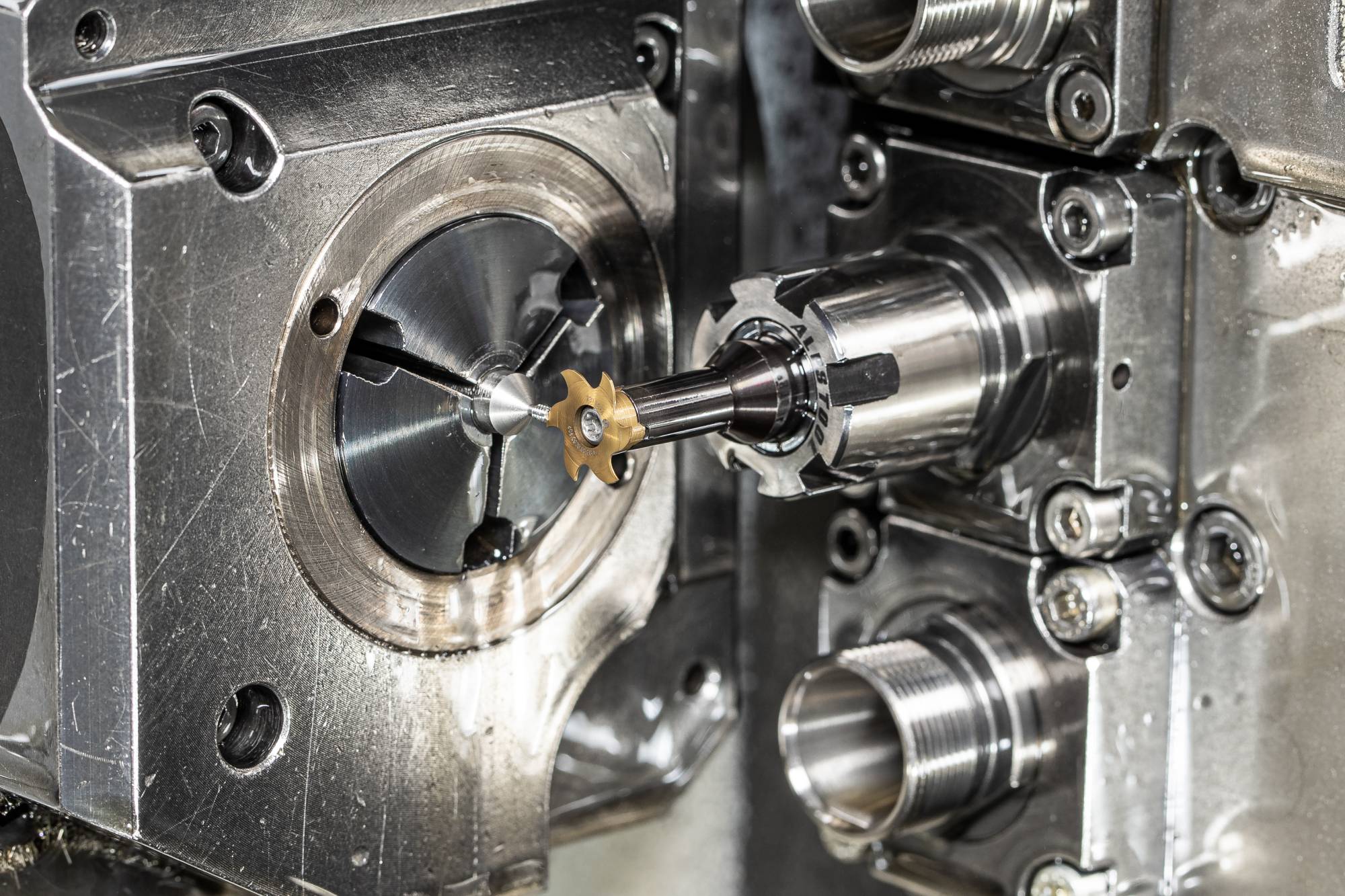
Für die Bearbeitung eines Drehschiebers mit einem Durchmesser von 1,6 mm setzt zmtec unter anderem auf das Werkzeugsystem S274 sowie das Zirkularfräswerkzeug des Typs 606 mit einer Schneidbreite von 0,3 mm. (Bilder: Horn/Sauermann)
Shortcut
Aufgabenstellung: Bearbeitungsprozess eines Drehschiebers optimieren, unter Einhaltung der geforderten Gratfreiheit des Bauteils.
Lösung: Werkzeugsystem S274 mit Werkzeugbeschichtung IG35 und Zirkularfräswerkzeug 606 von Horn.
Nutzen: Höhere Qualitäten der erreichten Oberflächen; höhere Schnittwerte ermöglichen kürzere Zykluszeit; gratfreies Bauteil.
Reinhard Buck startete im Jahr 1993, neben seinen festen Anstellungen in verschiedenen Unternehmen, Drehteile in seiner Garage zu fertigen. Die Faszination von Drehautomaten ließ ihn nie los. Sein Antrieb lautete zu jeder Zeit: Je besser ich die Technik beherrsche, desto leichter lässt sich damit Geld verdienen. Im Jahr 2007 fasste er den Entschluss, sich selbstständig zu machen, welchen er im darauffolgenden Jahr umsetzte. Durch den guten Ruf und die hohe Qualität seiner Arbeit konnte sein Unternehmen zmtec trotz der Weltwirtschaftskrise kurz nach der Gründung wachsen. Aktuell beschäftigt der Geschäftsführer 25 Mitarbeiter. Sein Know-how für Klein- und Kleinstdrehteile machten ihn zum Problemlöser für knifflige Drehteile. Zu seinen Kunden gehören Unternehmen aus der Medizintechnik, Dentalmedizintechnik, Maschinenbau, Luftfahrtindustrie bis hin zu Bauteilen für Jagdwaffen.

Drehen des Gewindes M1,6 x 0,35 mit dem System S274.
Infos zum Anwender
Reinhard Buck begann im Jahr 1993, neben seinen festen Anstellungen in verschiedenen Unternehmen, Drehteile in seiner Garage zu fertigen. Im Jahr 2007 fasste er den Entschluss, sich selbstständig zu machen, welchen er im darauffolgenden Jahr umsetzte. Aktuell beschäftigt der Geschäftsführer 25 Mitarbeiter. Zu seinen Kunden gehören Unternehmen aus der Medizintechnik, Dentalmedizintechnik, Maschinenbau, Luftfahrtindustrie bis hin zu Bauteilen für Jagdwaffen.
Absolute Gratfreiheit gefordert
Für einen Drehschieber, welcher in einem hydropneumatischen Ventil zum Einsatz kommt, sah Buck das Potenzial, den Bearbeitungsprozess zu optimieren. Von dem Bauteil aus X8CrNiS18-9 (1.4305) fertigt das Unternehmen rund 20.000 Stück pro Jahr. Das Bauteil hat eine Länge von 2,6 mm, eine Gewindegröße von M 1,6 und eine Passung mit dem Durchmesser 1 h8. Zum Einstellen des Drehschiebers im späteren Einsatz muss an der Gewindeseite des Drehteils noch ein Schlitz mit einer Breite von 0,3 mm und einer Tiefe von 0,5 mm gefräst werden. „Die Schwierigkeit bei der Bearbeitung ist unter anderem die geforderte Gratfreiheit des Bauteils. Wenn man einen Schlitz in ein Gewinde fräst, kann man sich schnell vorstellen, dass die Gratfreiheit nicht leicht zu erreichen ist. Man kann so ein kleines Bauteil nicht einfach mit einer Feile entgraten. Das Gewinde wäre sofort unbrauchbar“, verdeutlicht Buck.
Für das Langdrehen der Außenkontur setzt Buck auf das Horn-Werkzeugsystem S274. „Für den Einsatz in dem nichtrostenden Stahl haben wir die Werkzeugbeschichtung IG35 gewählt. Diese Schicht bietet hohe Leistungen bei der Bearbeitung von rostfreien Stählen, Titan- und anderen Superlegierungen“, erzählt der Horn-Außendienstmitarbeiter Gisbert Voß. In der Verbindung mit den Horn-Spanformgeometrien hemmt die Aluminium-Titansiliziumnitrid-Schicht die Bildung von Aufbauschneiden durch die geringen Reibwerte. Durch die HiPIMS-Beschichtungstechnologie weist die Schicht sehr glatte Eigenschaften und eine hohe Warmfestigkeit auf. Des Weiteren ist die Werkzeugschicht frei von Schichtdefekten wie beispielsweise Droplets oder anderen Schichtfehlern an der Schneidkante. Der Anwender kann höhere Schnittwerte fahren, die eine kürzere Zykluszeit ermöglichen, was sich positiv auf die Stückkosten auswirkt. Darüber hinaus zeigen sich durch den Einsatz der Schicht höhere Qualitäten der zu erreichenden Oberflächen.
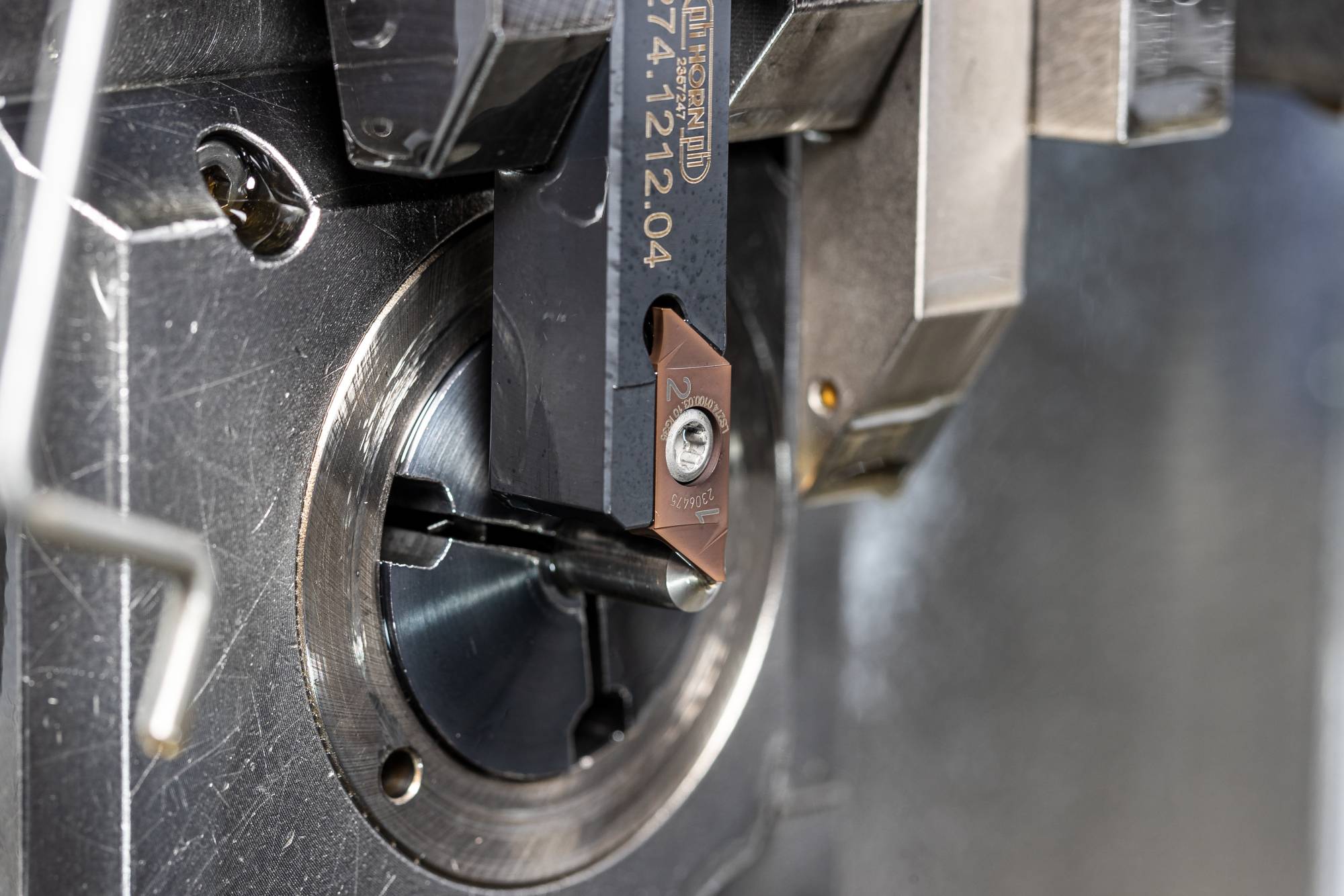
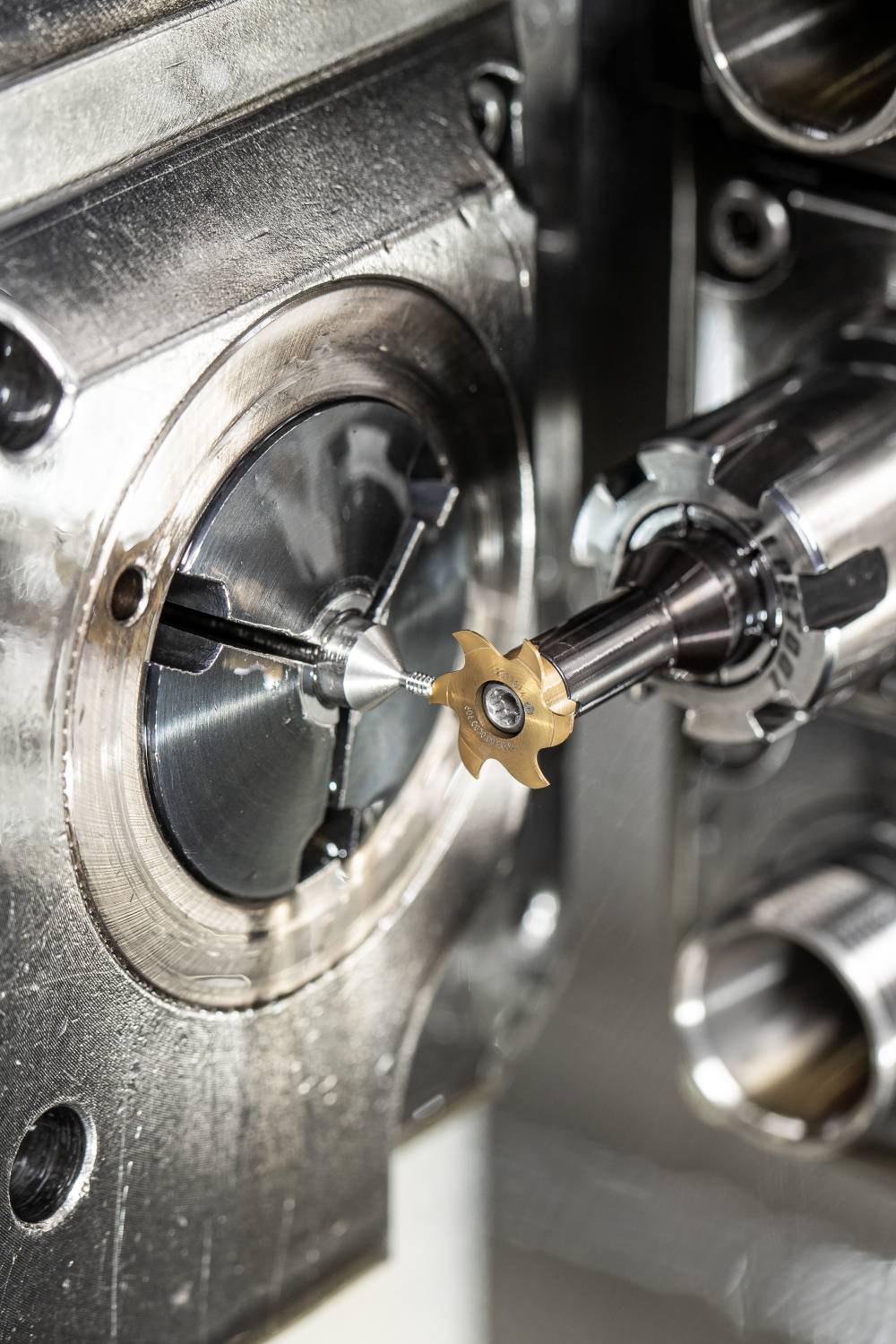
Fräsen des Schlitzes mit dem Zirkularfrässystem 606. Die geforderte Gratfreiheit war eine Herausforderung.

Der Vergleich mit einem Streichholz verdeutlicht die Größe des Bauteils.

Arbeiten seit Jahren eng zusammen (v.l.n.r.): Gisbert Voß, Außendienstmitarbeiter bei Horn, im Gespräch mit Reinhard Buck, Geschäftsführer zmtec, und dem Maschinenbediener Jürgen Schmid.

Schlitzfräsen mit dem System 606
Nach dem Drehen der Außenkontur übernimmt ebenfalls eine Schneidplatte des Systems S274 die Fertigung des Gewindes. Das Gewinde M 1,6 hat eine Länge von 2,2 mm und eine Steigung von P = 0,35 mm. Nach dem Gewindedrehen ist der nächste Bearbeitungsschritt das Fräsen des Schlitzes. „Wir haben den Schlitz früher mit einem feinen HSS-Sägeblatt geschnitten. Hier gab es Potenzial zur Verbesserung“, betont Buck. Voß schlug vor, den Schlitz mit dem sechsschneidigen Zirkularfrässystem des Typs 606 zu fräsen. Die ersten Versuche verliefen gleich erfolgreich und Buck ersetzte das HSS-Werkzeug durch das Horn-Frässystem. Um die Gratfreiheit nach dem Schlitzfräsen sicherzustellen, wird die Bearbeitung des Gewindedrehens und Schlitzfräsens dreimal wiederholt. „Danach ist das Bauteil gratfrei“, so Buck.
Horn erweiterte das Zirkularfrässystem um Werkzeuge zum Fräsen von schmalen Nuten. Die Abrundung des Werkzeugsystems bietet dem Anwender die Möglichkeit, kostenintensive Bearbeitungsprozesse zur Herstellung von schmalen Nuten einzusparen. Die Werkzeuge bietet Horn je nach Durchmesser in Schneidbreiten von 0,25 bis 1,0 mm als Standard an. Die maximale Frästiefe tmax liegt, abhängig vom Werkzeugdurchmesser, zwischen 1,3 bis 14 mm. Je nach zu bearbeitendem Werkstoff sind die Schneidplatten mit unterschiedlichen Beschichtungen verfügbar. Der Vollhartmetall-Werkzeugschaft stellt durch seine Masse die Schwingungsdämpfung im Fräsprozess sicher. Alle Varianten der Werkzeugschäfte sind mit einer inneren Kühlmittelzufuhr ausgestattet.

Gute Zusammenarbeit
Mit Horn arbeitete Buck schon vor der Gründung von zmtec zusammen. Buck schätzt die Unterstützung und die technische Beratung des Werkzeugherstellers. „Die große Werkzeugvielfalt und den guten Preis im Verhältnis zur Standzeit sehen wir als großen Vorteil von Horn gegenüber anderen Werkzeugherstellern. Des Weiteren bekommen wir auch bei sehr schwierigen Aufgabenstellungen eine kompetente Beratung und die passende Werkzeuglösung“, betont Buck abschließend
Teilen: · · Zur Merkliste