Gewindefräsen für präzise Ergebnisse
Moderne Bearbeitungsmaschinen, komplexe und hochwertige Werkstücke sprechen immer häufiger für das Gewindefräsen – das wissen auch die Gewindespezialisten der Walter AG. Neben den klassischen Verfahren hat sich auch das Orbital-Gewindefräsen etabliert, womit sich extrem tiefe und kleine Gewinde herstellen lassen – auch in anspruchsvollen Werkstoffen. Autor: Richard Läpple / Freier Redakteur

Ein TMG Gewindefräser ohne Senkfase bei der Arbeit. (Bilder: Walter AG)
Das Standardsortiment Gewindefräsen der Walter AG im Überblick:
Alle Werkzeuge werden aus Vollhartmetall hergestellt und unter der Kompetenzmarke Walter Prototyp vertrieben.
• TMC Gewindefräser mit Senkfase (Thread Mill Countersink), universelle Verwendung, 2 x D, M3 – M16, MF (= Metrisch Fein)
• TMG Gewindefräser ohne Senkfase (Thread Mill General), universelle Verwendung, 1,5 x D/2 x D, M3 – M24, MF, Zollgewinde
• TMO Orbitalgewindefräser (Thread Mill Orbital), universelle Verwendung, 2 x D/3 x D, M1.6 – M12, Zollgewinde
• TMO HRC Orbitalgewindefräser, für harte Werkstoffe bis 65 HRC, 2 x D, M2 – M12, Zollgewinde
• TMD Bohrgewindefräser mit Senkfase (Thread Mill Drill), für AL-Legierungen, Grauguss (Kugelgraphitguss), 2 x D, M6 – M12
• TME Gewindefräser 20 (Thread Mill External), universelle Verwendung, 2 x D, p = 1 – 3 mm
Um den heutigen Ansprüchen der Metallbearbeitung gerecht zu werden, müssen Werkstücke belastbar sein. Sie werden immer komplexer und somit auch aufwändiger in der Herstellung – mit Folgen für zerspanende Unternehmen: Die Maschinenstunden erhöhen sich und auch der Wert der Bauteile. Ebenso sind die Werkstoffe selbst, neben komplexeren Konturen, preistreibende Faktoren. Das gilt vor allem für hochwertige, schwerer zu zerspanende Werkstoffe, also hochlegierte, nichtrostende Stähle, harte und zähe Nickelbasis- oder widerspenstige Titanlegierungen. Zwar ist die Bearbeitung solcher Werkstoffe in der Luft- und Raumfahrtindustrie, der Medizin- und Lebensmitteltechnik bereits Alltag, doch gelangen sie im allgemeinen Maschinen- und Anlagenbau zunehmend auf die Maschinentische.
Multifunktionale Bauteile benötigen in der Regel zahlreiche Gewinde. Deren Herstellung ist meistens der letzte Arbeitsgang und muss daher sehr sorgfältig geschehen, insbesondere bei zum Klemmen neigenden Werkstoffen. Bricht ein Gewindebohrer in einem teuren Titan- oder VA-Bauteil, bleibt als letzte Rettung nur noch der Gang zum Erodier-Spezialisten. Im schlimmsten Fall kommt auch der zu spät. Was bleibt ist „Edelschrott“.

Ein TMD Bohrgewindefräser bearbeitet ein Aluminiumwerkstück. Er ist Bohrer, Senker und Gewindefräser in einem.


OYSTAR Hassia verlässt sich auf Orbitalgewindefräser von Walter
Die Hassia Verpackungsmaschinen GmbH in Ranstadt (D) entwickelt und produziert Form-, Füll- und Verschließmaschinen für Becher-Verpackungen und so genannte Stick-Packs. Das Unternehmen setzt bei der Fertigung auf die TMO Orbitalgewindefräser von Walter: Sie ermöglichen eine bessere Ausnutzung der Kernlochtiefen, was ein wichtiger Aspekt gerade bei dünnen Bauteilen ist (siehe Bild). (Bild: Läpple)
Keine Wickelspäne
Eine Gewindetechnologie mit maximaler Prozesssicherheit ist also die ideale Lösung, das bestätigt auch Timo Mager, Senior Produktmanager Gewinden bei der Tübinger Walter AG: „Gewindefräser haben immer einen kleineren Durchmesser als die Kernlochbohrung. Bricht mal einer, klemmt er nicht fest und braucht nicht kostenintensiv entfernt zu werden. Auch Wickelspäne sind kein Thema – der Prozess ist also extrem sicher, denn beim Gewindefräsen entstehen kurze und leicht abführbare Späne.“
Um alle Vorteile des Gewindefräsens nutzen zu können, benötigt der Zerspaner eine 3D-Bearbeitungsmaschine, die alle für das Gewindefräsen typischen Zirkularbewegungen mit der exakten Gewindesteigung erzeugen kann. Walter bietet seinen Kunden beispielsweise Gewindefräsprogramme für sämtliche Steuerungen: über die on- und offline verfügbare Werkzeug- und Schnittdatensoftware Walter GPS. Alle Gewindewerkzeuge des Standardsortiments inklusive Technologiedaten sind dort hinterlegt.
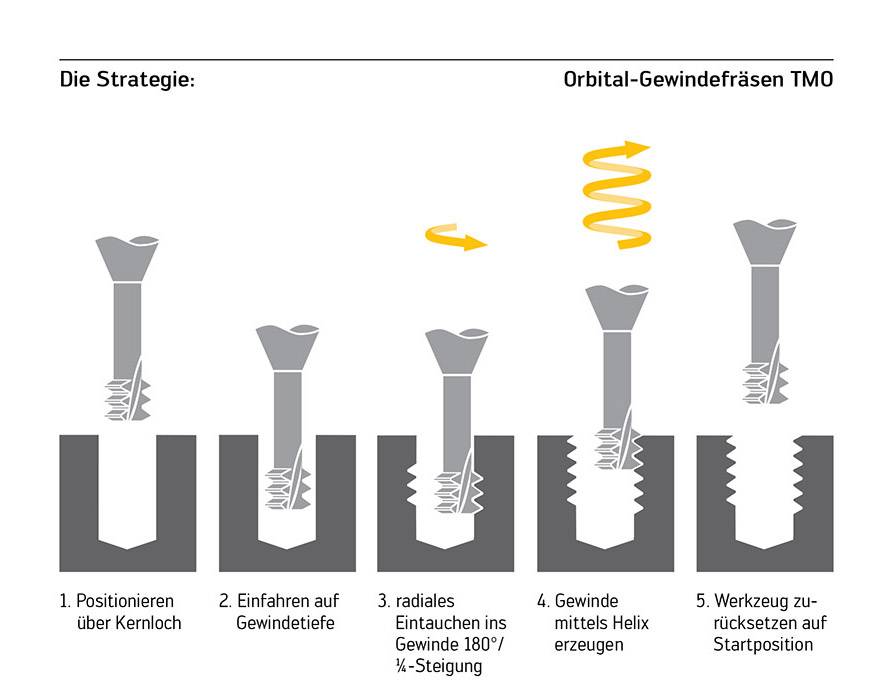
Arbeitsweise der Orbitalgewindefräser TMO.
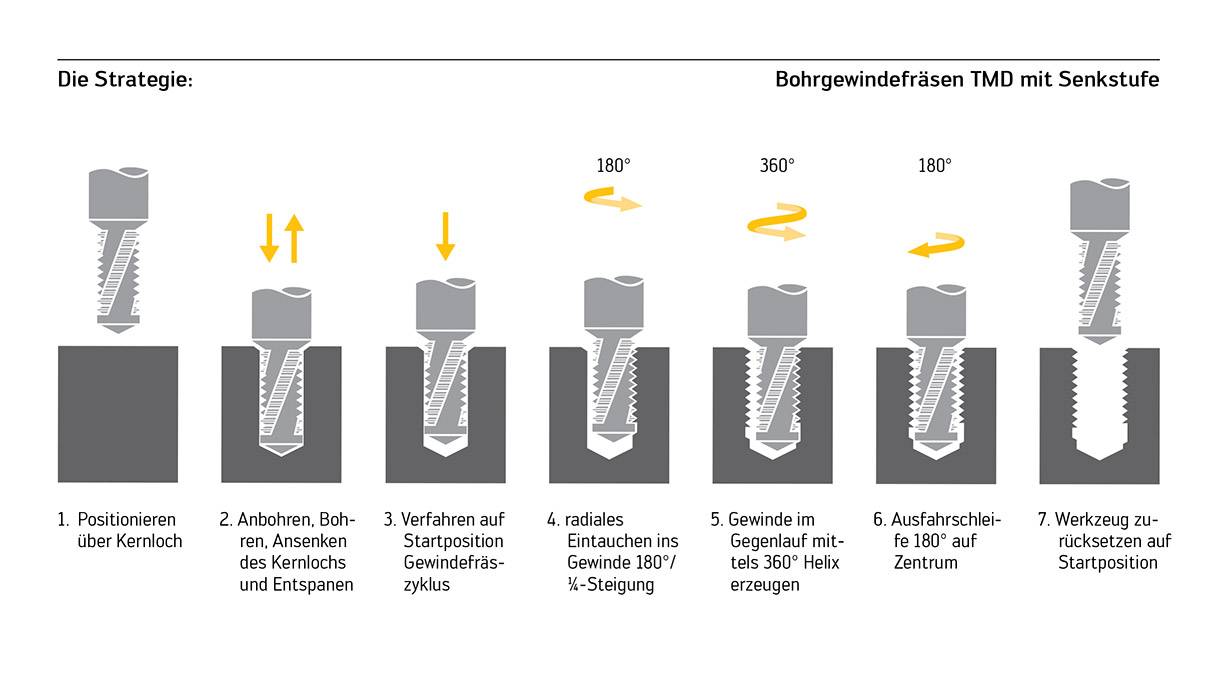
Für den Einsatz der TMD Bohrgewindefräser empfiehlt die Software Walter GPS diese Arbeitsweise.

Timo Mager
Senior Produktmanager Gewinden bei der Walter AG.
„Mit einem Bohrgewindefräser spart der Anwender bis zu 50 Prozent der Prozesszeit, die mit drei Einzelwerkzeugen anfallen würde. “
Kleine Gewinde sicher fräsen
Das Thema Prozesssicherheit spielt vor allem bei kleinen Gewinden eine Rolle, denn dünne und filigrane Werkzeuge brechen bei Überlastung schneller. „Bei Gewinden von M1.6 bis M12 machen wir mit unseren Orbitalgewindefräsern sehr gute Erfahrungen“, berichtet Timo Mager.
Dieses Werkzeugprogramm ist so erfolgreich, dass Walter unlängst auch Varianten für harte Werkstoffe auf den Markt gebracht hat (M2 bis M6). Die Orbitalgewindefräser für allgemeine Anwendungen (Walter Kürzel TMO, Thread Mill Orbital) verfügen über drei Gewindeprofile, die Typen für harte Materialien (Walter Kürzel TMO HRC) über zwei. „Die sehr kurzen im Eingriff befindlichen Frästeile mit nur zwei oder drei Gewindeprofilen reduzieren die seitlichen Abdrängkräfte – die Gewinde werden dadurch sehr genau und vor allem exakt zylindrisch“, erklärt der Gewindespezialist. Die TMOs gibt es für Tiefen 2 x D und 3 x D, von M5 bis M12 sind auch Varianten mit Innenkühlung für besonders hohe Standzeiten lieferbar. Außer für metrische liefert Walter auch Typen für Zoll-Gewinde.

Die TMO Orbitalgewindefräser mit Innenkühlung bieten ein Höchstmaß an Präzision und Prozesssicherheit.
Walter fertigt Gewindefräser bei Bedarf in der Wunschausführung, exakt auf das Werkstück zugeschnitten.
Arbeitsschritte kombinieren
Gewindefräsen ist die einzige Gewindetechnologie, mit der zwei oder gar drei Arbeitsschritte in einem Werkzeug kombiniert werden können. Anwender sparen also Magazinplätze und auch Zeit – beispielsweise mit einen „TMC Gewindefräser mit Senkfase“ (TMC: Thread Mill Countersink) oder einen „TMD Bohrgewindefräser mit Senkstufe“ (TMD: Thread Mill Drill). Nahezu jedes Gewinde muss angefast werden, um der Bildung eines Grats entgegenzuwirken und die Montage zu erleichtern. Ohne Kombiwerkzeug ist ein zusätzliches Senkwerkzeug notwendig.
Bohrgewindefräser wie der TMD eignen sich ausschließlich für Gusswerkstoffe (Grauguss, Kugelgraphitguss) und Aluminiumlegierungen. Da auch aus diesen Werkstoffen teils komplexe, kostenintensive Bauteile gefertigt werden, rechnet sich die Kombilösung am Ende. Timo Mager: „Mit einem Bohrgewindefräser spart der Anwender bis zu 50 Prozent der Prozesszeit, die mit drei Einzelwerkzeugen anfallen würde.“ Daneben gibt es noch einen technologischen Vorteil: „Da sie mit ein- und demselben Werkzeug hergestellt werden, liegen Kernlochbohrung und Gewinde exakt konzentrisch zueinander.“
Bleibt die Frage: Wie sieht es bei größeren Gewinden aus, wo die Gefahr des Werkzeugbruches geringer ist? Auch für diese ist Gewindefräsen eine ausgezeichnete Technologie. Beim Schneiden von Gewinden mit großen Durchmessern steigt der Leistungsbedarf schnell an. So manche moderne HSC-Maschine ist nicht mehr in der Lage, das erforderliche Drehmoment aufzubringen. Beim Gewindefräsen ist der Leistungsbedarf dagegen deutlich geringer. Was den Gewindedurchmesser angeht, gibt es im Prinzip keine Obergrenze. „Der einzige limitierende Faktor ist die Steigung des Werkzeugs“, meint Timo Mager. „Wir sehen das Gewindefräsen als Trendtechnologie. Wir reagieren in mehrfacher Weise darauf: Zum einen sind Orbitalgewindefräser für noch kleinere Gewinde als M1.6 geplant, zum anderen wollen wir künftig noch mehr Lösungen für große Durchmesser anbieten. Die Entwicklung geht hier vor allem in Richtung Wendeplattenwerkzeuge.“
Teilen: · · Zur Merkliste