anwenderreportage
Griffzonen mit perfekter Haptik durch Rollwerkzeuge von Emuge
Ein kleiner Lohnfertiger im Landkreis Tuttlingen spielt eine große Rolle bei der Herstellung chirurgischer Werkzeuge. Denn bei Paul Kuolt Feinmechanik entstehen die hochpräzise gerändelten Griffbereiche – spanlos per Profilwalztechnik. Das Ergebnis: Eine exzellente und stets gleichbleibende Haptik gepaart mit perfekter Optik. Rollwerkzeuge von Emuge-Franken tragen entscheidend dazu bei.

Spanlos zur perfekten Oberfläche: Mit den beiden Rändelrollen wird beim Einstechwalzen der Griffbereich einer chirurgischen Pinzette gerändelt. Ausgangsprodukt ist stets ein Drehteil.
Shortcut
Aufgabenstellung: Rändeln von Griffen im Chirurgiebereich.
Lösung: Rollwerkzeuge von Emuge-Franken.
Nutzen: Hohe Prozesssicherheit; pressblanke Oberflächen; optimaler Faserverlauf; kurze Bearbeitungszeit pro Teil.
Rändeln, das Paul Kuolt Feinmechanik als Lohnfertigung anbietet, ist wohl nichts, was über die Branchen seiner Kunden hinaus viel Beachtung finden dürfte. Dabei kommen gerändelte Oberflächen zum Beispiel im Griffbereich chirurgischer Werkzeuge Millionen Patienten zugute. Sie wissen es nur nicht. „Beim Rändeln chirurgischer Instrumente kommt es zuallererst auf die Optik sowie auf die haptischen Eigenschaften an“, sagt Tobias Kuolt. „Wenn die Griffe nicht ordentlich ausgeformt sind und die Sauberkeit nicht stimmt, ist die Haptik eine andere.“ Auch kleinste Unterschiede bei den Griffdurchmessern würde der Chirurg sofort bemerken.
Der Geschäftsführer, der den 1978 von seinem Vater Paul Kuolt gegründeten Betrieb vor rund fünf Jahren übernommen hatte und vier Mitarbeiter beschäftigt, muss es wissen: Denn der Lohnfertiger ist an der Südwest-Alb in Deilingen ansässig, das zum Landkreis Tuttlingen gehört. Also die Region mit der wohl weltweit höchsten Dichte an Herstellern chirurgischer Instrumente. Neben Aesculap, dem größten Arbeitgeber in Tuttlingen, sind es rund 600 kleinere und mittlere Betriebe, die sich in dieser Region mit der Herstellung chirurgischer Instrumente und von anderen medizinischen Produkten beschäftigen. Viele von ihnen zählt Kuolt zu seinen Kunden. Während größere Hersteller meist im eigenen Haus rändeln würden, rentiere sich für die kleineren Betrieben eine eigene Maschine oft nicht, erklärt Kuolt. „Hier kommen dann wir ins Spiel.“ Aber auch von Firmen mit eigenen Maschinen erhalte man Aufträge. Nämlich dann, wenn es sich um kleinere Losgrößen handelt, die sich typischerweise zwischen 20 und 500 Stück bewegen. „Diese Betriebe wechseln nicht gerne ihre Werkzeuge, die standardmäßig für große Serien verwendet werden.“
Exzellente Haptik gepaart mit perfekter Optik: Eine hohe Genauigkeit des Außendurchmessers steht beim Rändeln von Griffen im Chirurgiebereich nicht an erster Stelle, wohl aber bei anderen Rändelaufgaben.

Tobias Kuolt
Geschäftsführer der Paul Kuolt Feinmechanik
„Die Qualität der Betreuung durch den Werkzeughersteller ist beim kundenindividuellen Profilwalzen ein wichtiger Parameter.“
Profilkontur durch Kaltmassivumformung
Doch wie funktioniert nun das Rändelwalzen eigentlich genau? Grundsätzlich entsteht beim Profilwalzen, wozu auch das Rändelwalzen zählt, die Profilkontur durch Materialverdrängung. Also durch Kaltmassivumformung und damit spanlos. „Das können Rändel sein, Kerb- und Schrägverzahnungen, Schnecken und natürlich Gewinde, unser eigentliches Hauptgeschäft.“ Was alle Anwendungen eint: Immer wird das Negativprofil der Walzen als Positiv auf dem Werkstück abgebildet. Für jede Gewindeart, Gewindegröße, Rändel oder Verzahnung wird ein eigenes Werkzeugpaar benötigt. Das läge auch daran, dass der Umfang des Rollwerkzeugs grundsätzlich ein Vielfaches des Werkstücks ist, erklärt Kuolt. „Da die Abwicklung wieder zueinander passen muss, benötige ich bei verschiedenen Gewindedurchmessern trotz gleicher Gewindesteigung stets ein separates Rollenpaar.“
Ein klarer Vorteil sei, dass man über 1.200 Werkzeugsätze am Lager vorhalte. „Wenn es also brennt, können wir innerhalb von zwei Tagen einen Auftrag ausführen.“ Den Wert eines Werkzeugsatzes beziffert Kuolt zwischen 800 und 2.500 Euro. „Unser Alleinstellungsmerkmal ist, dass sich mit unseren Werkzeugsätzen sehr viele Sonderschrauben herstellen lassen.“ Darum sei der Kundenstamm mit über 500 recht groß. „Während unsere Kunden aus dem Bereich Medizintechnik, für die wir die Griffe rändeln, überwiegend im Raum Tuttlingen zu Hause sind, geht es bei der Gewindeformung quer durch Deutschland und auch ins Ausland.“
Normalerweise würden sich die Durchlaufzeiten zwischen einer und drei Wochen bewegen, bei Losgrößen von 1 bis 300.000. Dabei werden die Vorprodukte von den Kunden nie unbearbeitet angeliefert, sondern immer als Drehteile. Auch bei den chirurgischen Instrumenten. Als Beispiel nennt Kuolt die gerändelten Griffbereiche von Pinzetten. „Die werden nachher vom Kunden durch Fräsen halbiert und hinten zusammengeschweißt.“

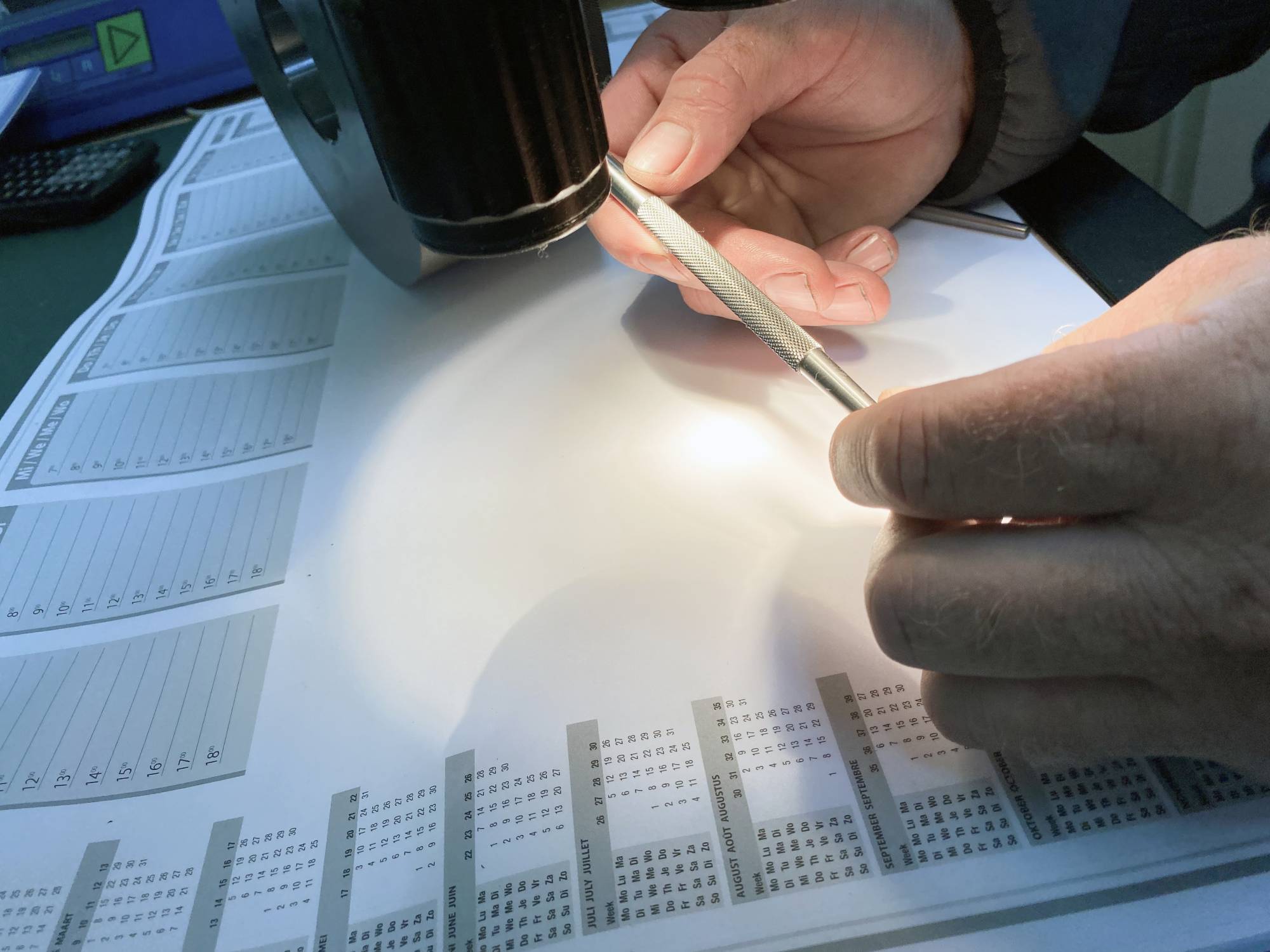
Das Mikroskop zur optischen Profilüberprüfung und eines der beiden Rollwalzwerkzeuge, mit denen die Griffbereiche für Pinzetten gerändelt wurden. Die Teile werden nach dem Rändeln vom Kunden durch Fräsen halbiert und hinten zusammengeschweißt.


Infos zum Anwender
Die 1978 gegründete Paul Kuolt Feinmechanik in Deilingen (D) hat sich auf die Gewindefertigung spezialisiert und bearbeitet Schrauben, Schnecken, Verzahnungen sowie vieles mehr. Mit Spezialanfertigungen oder Nullserien stellt sich der Betrieb gerne Herausforderungen. Das Unternehmen wird mittlerweile von Tobias Kuolt geleitet, der vor etwa fünf Jahren den von seinem Vater Paul Kuolt gegründeten Betrieb übernahm, und beschäftigt vier Mitarbeiter.
www.pk-feinmechanik.de
Walzkraft bis zu 25.000 kN
Doch zurück zum Profilwalzprozess. Das zuvor vom Werkzeughersteller aufgabenspezifisch geschliffene Werkzeugpaar – Kuolt bezieht einen Großteil der Rollwerkzeuge von Emuge-Franken – wird in der genormten Aufnahme der Walzmaschine befestigt und eingespurt. Rotiert das Walzwerkzeug in der Maschine, wird der Walzschlitten hydraulisch zugestellt und so die beiden rotierenden Werkzeuge mit hohem Druck gegen das Werkstück gepresst. Auf diese Weise füllen sich nach dem Verdrängungsverhältnis die Profillücken der Walzen mit dem auffließenden Werkstoff. Dabei darf das zu verdrängende Material gerade so viel sein, dass die Profilspitzen vollständig ausgeformt werden. Deshalb findet nach dem Einrichten der Werkzeuge stets ein Probelauf statt, dessen Ergebnis von Kuolt optisch per Mikroskop kontrolliert wird.
„Mit einer sehr steifen Maschine erreiche ich durch Profilwalzen eine äußerst hohe Form- und Maßhaltigkeit über die gesamte Charge hinweg“, erklärt Kuolt. „Alle unsere acht Maschinen erfüllen diese Voraussetzungen, wobei die größte über eine Walzkraft von bis zu 25.000 kN verfügt.“ Zwar stehe die Genauigkeit des Außendurchmessers beim Rändeln von Griffen im Chirurgiebereich nicht so im Vordergrund, wohl aber bei anderen Rändelaufgaben. So beim Herstellen kraftschlüssiger, unlösbarer Fügeverbindungen, zum Beispiel zwischen der gerändelten Rotorwelle und dem Läuferpaket eines Elektromotors. Eine weitere interessante Anwendung sei der Kunststoffbereich. Hier würden Metalldrehteile gerändelt, damit beim anschließenden Umspritzen der Kunststoff besser haftet. „Quasi als Verdrehsicherung“, so Kuolt. Auch Kunststoff selbst ließe sich per Walztechnik rändeln. Das seien dann Drehteile aus Kunststoff, die aus der Stange herausgearbeitet wurden. „Wenn Sie die Rändel spritzen würden, haben Sie das Problem, dass an den Rändeln die Luft nicht entweichen kann.“
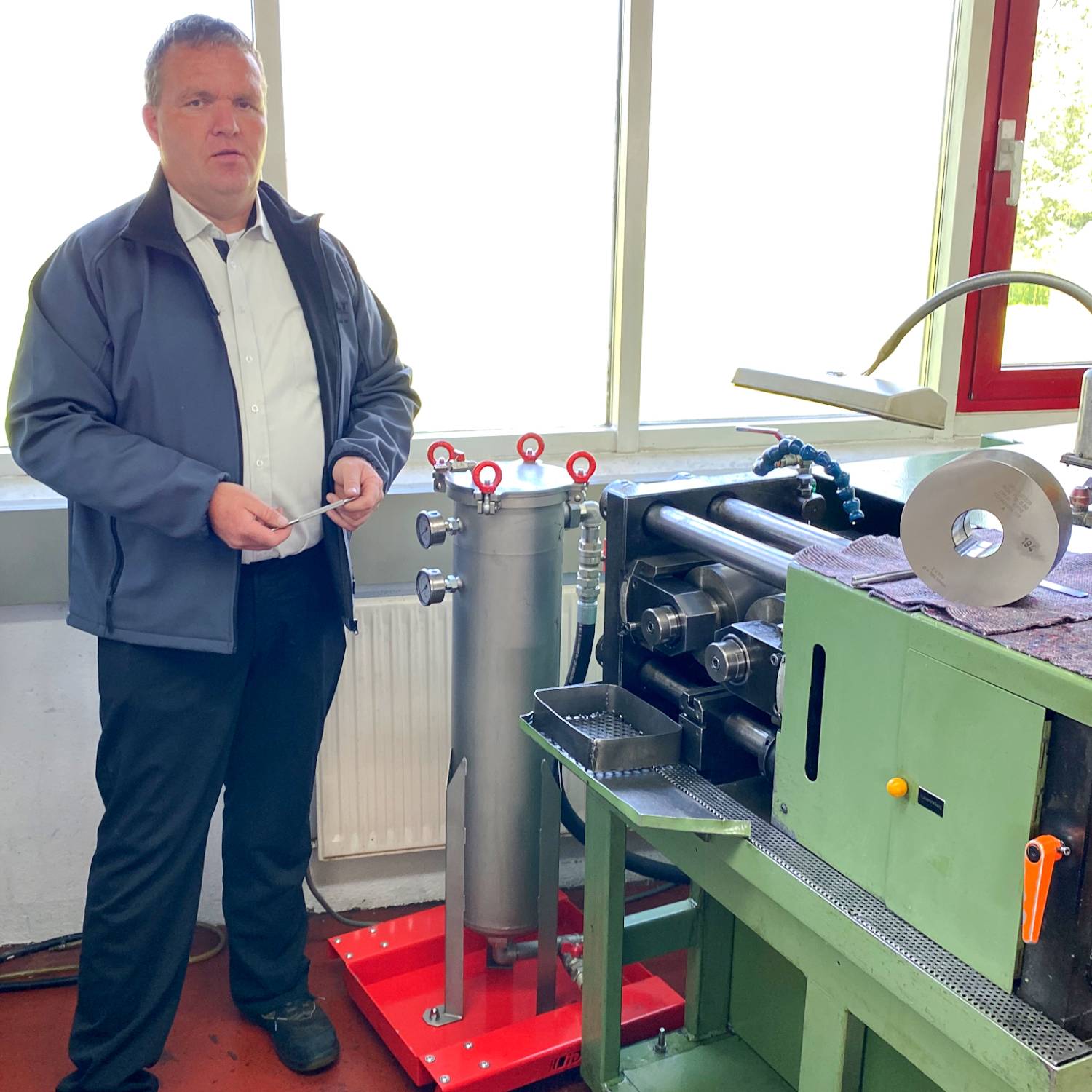
Tobias Kuolt, Geschäftsführer der Paul Kuolt Feinmechanik, und die Maschine von Rollwalztechnik Abele + Höltich, die über eine Walzkraft von bis zu 25.000 kN verfügt.
Pressblanke Oberflächen durch Gefügeverdichtung
Man könne ja auch auf einer normalen Drehmaschine jederzeit Rändeln oder Gewinde rollen. „Aber ich habe nicht die Prozesssicherheit und Sauberkeit wie auf den Maschinen mit den Rollwerkzeugen“, beschreibt Kuolt den Unterschied. Mit Sauberkeit meint er die pressblanken Oberflächen, die durch das Rollen entstehen. Als weitere Vorteile nennt er die Oberflächenverfestigung im gerollten Profil und den nach dem Rollenwalzen optimalen Faserverlauf. „Und natürlich die beim Einstechwalzen unerreicht kurze Bearbeitungszeit pro Teil.“
Damit spricht der Firmenchef einen wichtigen Punkt an. Nämlich die zwei möglichen Methoden beim Profilwalzen: das Einstech- und das Durchlaufverfahren. Die Unterschiede erläutert Michael Sischka vom Werkzeughersteller Emuge-Franken. Der gelernte Ingenieur und gebürtige Tuttlinger betreut die Emuge-Kunden im südwestlichen Baden-Württemberg. Und auch bei Paul Kuolt Feinmechanik kommt er regelmäßig vorbei. „Einstechverfahren bedeutet, dass in einem Prozessschritt über die gesamte Länge gewalzt wird, begrenzt durch die Breite der Rollwerkzeuge.“ Bei Kuolt sind dies 140 mm. Dabei werden die Rollen mit gleicher Drehzahl in entgegengesetzter Drehrichtung angetrieben. Auf diese Weise dreht sich das Werkstück ohne axiale Verschiebung und erhält so sein Profil. Besonders gut geeignet sei das Einstechwalzen neben der Herstellung kurzer Rändel – wie zum Beispiel die kurzen Griffbereiche chirurgischer Instrumente – für Gewinde mit höchster Steigungsgenauigkeit, ergänzt Kuolt. „Denn es gibt keinen Verzug und die Optik ist perfekt.“ Emuge-Franken gibt bei seinen Einstechrollen am gewalzten Profil eine erzielbare Oberflächengüte von Ra 0,2 an.
Beim Durchlaufwalzen, wenn man zum Beispiel eine Gewindestange herstellt und das Rohmaterial zwischen den Rollen die Maschine durchwandert, wird das Werkstück bis zu einer Gewindesteigung pro Werkstückumdrehung in Axialrichtung durch die Werkzeuge transportiert. Sischka erklärt: „Deshalb besteht das Werkzeug hier aus drei Umformbereichen: einem Einlaufkegel, einem zylindrischen Bereich zur Kalibrierung des Profils und einem Auslaufkegel.“ Das Durchlaufwalzen wird angewandt, wenn das Profil des Werkstücks länger als die Werkzeugbreite selbst ist. Bei Kuolt werden im Durchlaufverfahren Werkstücke bis zu einer Länge von 1000 mm gerollt.

Michael Sischka (links), Anwendungsingenieur bei Emuge-Franken, und Tobias Kuolt, Geschäftsführer der Paul Kuolt Feinmechanik, sind sich einig: Die Qualität der Betreuung durch den Werkzeughersteller ist beim kundenindividuellen Profilwalzen ein wichtiger Parameter.

Das Gebäude von Paul Kuolt Feinmechanik in Deilingen, das 1989 bezogen wurde.
Know-how des Werkzeugherstellers gefragt
„Anhand beider Verfahren wird klar, dass beim Profilwalzen dem Werkzeug die wichtigste Aufgabe zukommt“, erklärt Kuolt. Es kämen zwar auch genormte Rollen zum Einsatz, zum Beispiel bei den Gewinden. In den meisten Fällen würde der Werkzeugsatz aber speziell für den jeweiligen Auftrag angefertigt. Je nach Werkzeug und Dringlichkeit beträgt die Lieferzeit zwischen einer und drei Wochen. „Dabei kommt es nicht nur auf das verwendete Verfahren und das exakte Schleifen der Profile an, sondern auch auf den Werkstoff, der gerollt werden soll“, sagt Anwendungsingenieur Sischka. Bei den chirurgischen Werkzeugen zum Beispiel reicht das Werkstoffspektrum von Edelstahl bis hin zu Titan. Bei anderen Anwendungen sind es neben diversen Stahllegierungen auch NE-Metalle wie Aluminium, Messing oder Kupfer sowie die bereits erwähnten Kunststoffe.
Für Werkstücke aus gut kaltumformbaren Materialien mit einer Bruchdehnung von über zwölf Prozent müssten die Rollen nicht unbedingt aus hochfesten Stählen bestehen, wie dies bei schwer zu rollenden Werkstoffen mit einer niedrigeren Bruchdehnung der Fall sei. „Hier spielen dann auch die Prozessparameter in unserer hauseigenen Härterei hinein, bevor das Werkzeug anschließend geschliffen wird“, so Sischka. All das erfordere viel Know-how und Erfahrung seitens des Werkzeuglieferanten, von dem nicht zuletzt Kunden wie Paul Kuolt Feinmechanik profitieren würden. „Wir sind deshalb von Emuge sehr überzeugt“, meint Geschäftsführer Kuolt abschließend. Was er dabei besonders schätze, sei der persönliche Kontakt zu Michael Sischka. Der würde regelmäßig vorbeischauen, fragen, ob er irgendwo helfen könne und auch schon mal einen verschlissenen Werkzeugsatz zum Nachschleifen im Kofferraum mitnehmen. „Denn die Qualität der Betreuung durch den Werkzeughersteller ist beim kundenindividuellen Profilwalzen ein wichtiger Parameter.“
Teilen: · · Zur Merkliste