anwenderreportage
Schruppen in der Champions League: AWB bearbeitet Inconel mit XQUAD-Wendelschaftfräser von Iscar
Die Firma AWB im hessischen Lampertheim ist Spezialist für die Schwerzerspanung. Für einen Kunden aus der Kraftwerksbranche bearbeitet das Unternehmen Komponenten aus Inconel für stationäre Gasturbinen. Dank des neuen Xquad-Wendelschaftfräsers von Iscar kann AWB beim Schruppen die Standzeit erhöhen und die Prozesssicherheit steigern.
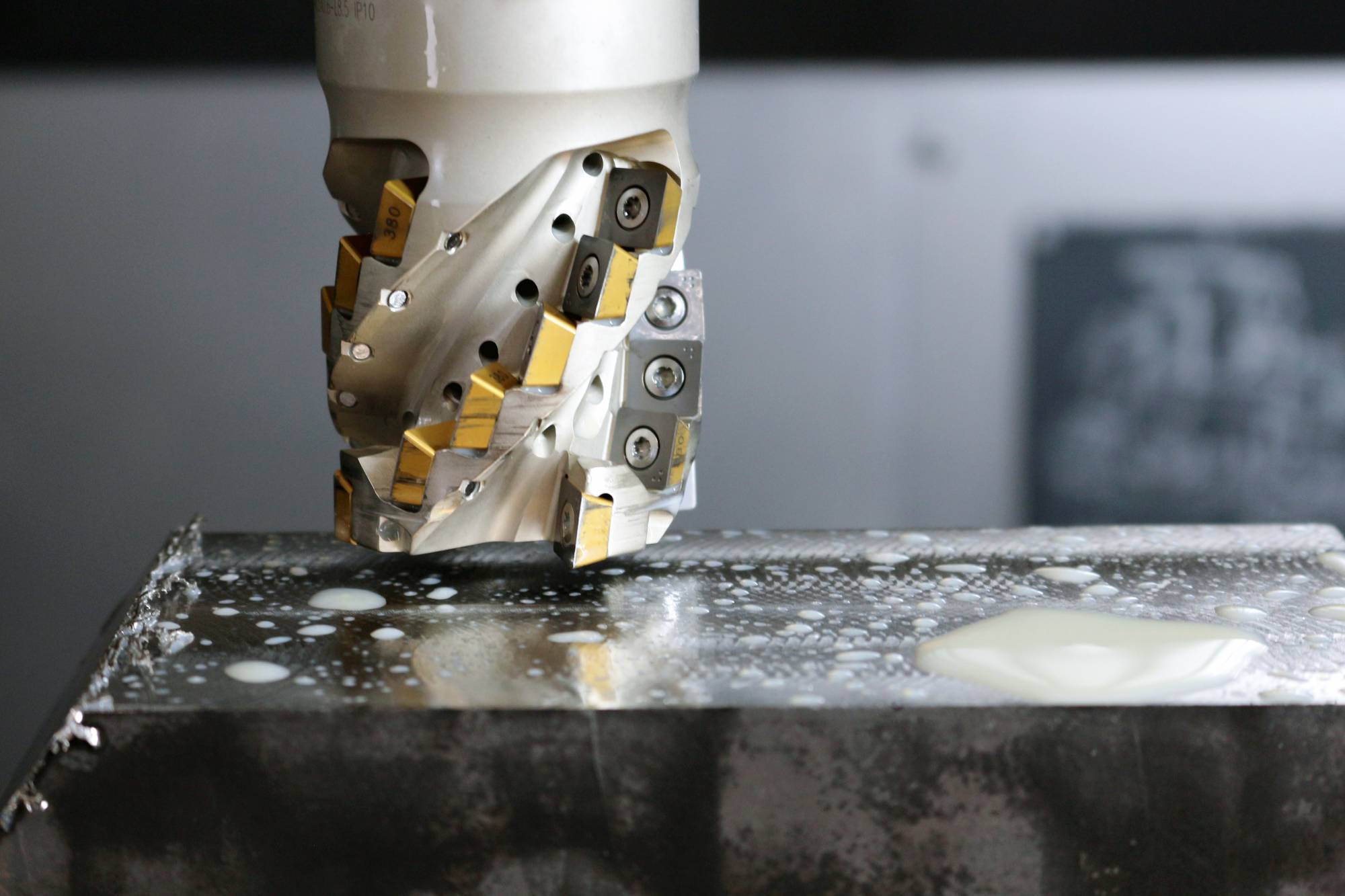
Mit dem Xquad-Wendelschaftfräser sind Standzeiten von 110 Minuten möglich. In dieser Zeit kann AWB vier Komponenten schruppen.
Shortcut
Aufgabenstellung: Schruppen eines Inconel-Bauteils für eine stationäre Gasturbine.
Lösung: Xquad-Wendelschaftfräser von Iscar mit WSP SDHW 100408-TN IC380.
Nutzen: Längere Standzeit, größere Prozesssicherheit.
Die ABW Group produziert seit mehr als 25 Jahren Bauteile und Werkzeuge aus härtesten und warmfesten Materialien sowie Sonderwerkzeuge und individuelle Werkstatt- und Werkzeugcontainer. Mit der Gründung der AWB Aviation GmbH ist die ABW Group seit 2015 auch zertifizierter Lieferant für die Luft- und Raumfahrtindustrie. Seit ihrer Gründung 1995 hat sich die AWB Anlagen- und Werkzeugbau GmbH & Co. KG einen exzellenten Ruf als Hersteller sicherheitsrelevanter Präzisionsbauteile und Werkzeuge aus sehr schwer bearbeitbaren Materialien wie Inconel, Hastelloy, Stellite, Nimonic, Eisenaluminit oder Titanlegierungen erarbeitet. Zum Leistungsportfolio der Hessen gehören das Fräsen auf 5-Achs-Maschinen, Drehen und Erodieren, aber auch die Oberflächenveredelung und Beratung. „Wir verstehen uns als Technologiepartner für unsere Kunden“, erklärt Heiko Utsch, CEO von AWB. „Sie kaufen bei uns nicht die Bearbeitung, sondern das fertige Bauteil.“
„Mit unseren 40 Mitarbeitern fertigen wir hauptsächlich Komponenten für Gas- und Dampfturbinen in Kleinserien für die Kraftwerksindustrie und umliegende Branchen“, erzählt Michael Appelt, Technical Operations Manager bei AWB. Diese Branchen stellen oftmals knifflige Anforderungen an Material, Toleranzen und Geometrien. Besonders wichtig sind den Kunden eine hohe Qualität der Komponenten, Zuverlässigkeit, Termintreue und kurze Lieferzeiten. „Wenn bei uns Teile bestellt werden, steht im Zweifel irgendwo auf der Welt eine Maschine still, die darauf wartet“, veranschaulicht Appelt.
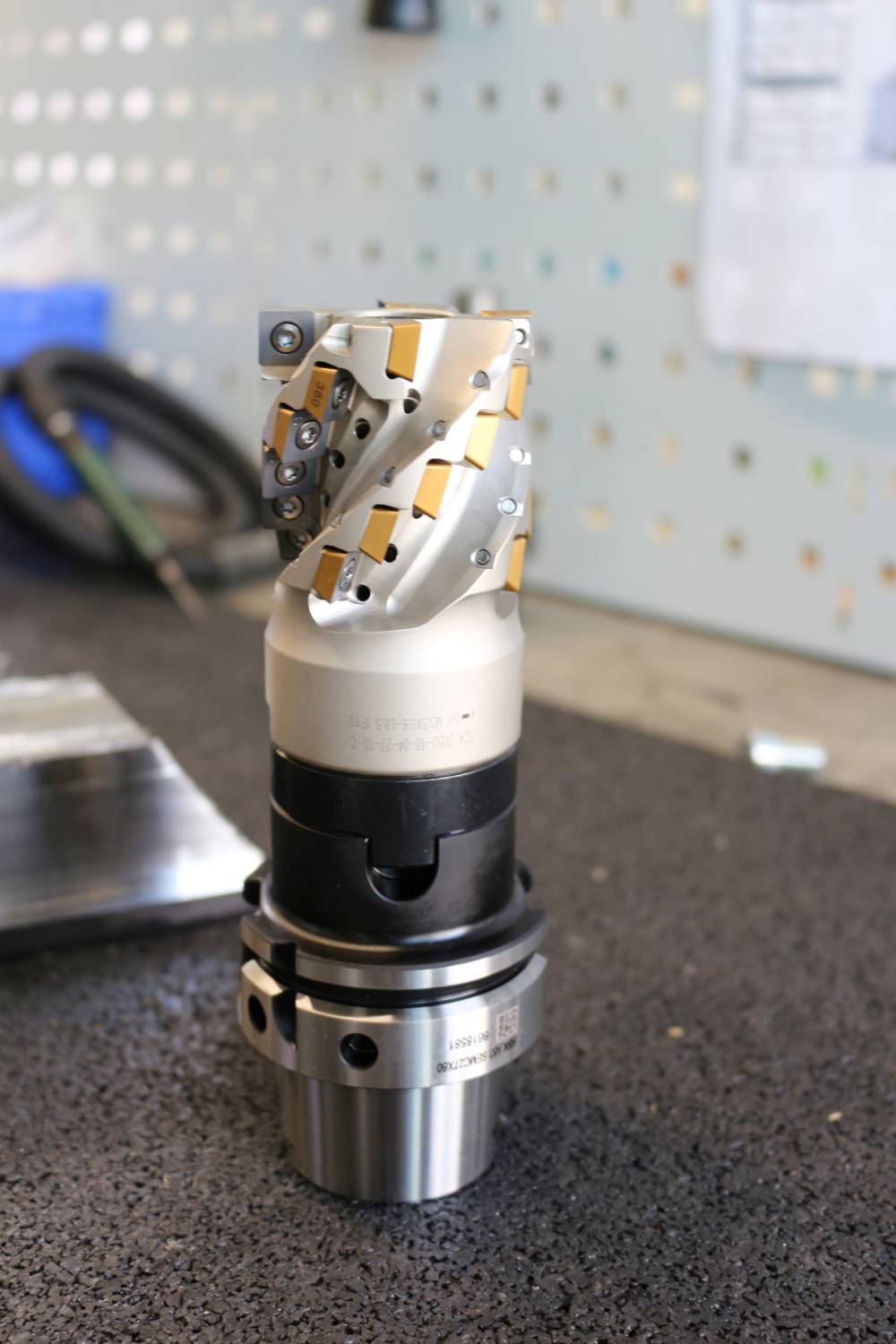
Iscar schlug vor, für das Schruppen den Xquad-Wendelschaftfräser mit WSP aus der zähen Schneidstoffsorte IC380 einzusetzen.

Michael Appelt
Technical Operations Manager bei AWB
„Der Xquad bringt uns nicht nur längere Standzeiten, wir können die geforderten Oberflächengüten erzeugen und alle Toleranzen einhalten.“
Spezialist für exotische Werkstückstoffe
Jeder neue Auftrag bringt neue Herausforderungen und verlangt das passende Werkzeug, um sie zu meistern. „Kein Kunde hat Zeit, lang auf seine Teile zu warten. Deshalb ist für uns eine schnelle und zuverlässige Versorgung mit Werkzeug sowie eine fundierte Beratung durch unseren Werkzeuglieferanten wichtig“, erklärt Appelt. „Und mit Iscar haben wir dafür genau den richtigen Partner an der Seite.“ Die Iscar-Mitarbeiter Matthias Müller, Beratung und Verkauf, und Erik Eckes, Anwendungstechniker, haben nicht nur Iscars komplette Palette an Werkzeugen und Bearbeitungsstrategien im Blick, sondern kennen auch das Unternehmen AWB, seine Anlagen und Prozesse. Deshalb sehen sie auch Chancen, bestehende Bearbeitungen zu optimieren.
„Bei einem Besuch bei AWB stellte ich Florian Hess einige neue Werkzeuge der LOGIQ-Kampagne vor. Dabei kam ich mit dem Meister CNC-Programmierung auf den XQUAD-Wendelschaftfräser zu sprechen“, erzählt Müller. „Ich hatte schon eine mögliche Bearbeitung im Hinterkopf und schlug vor, das Werkzeug bei dieser Aufgabe zu testen.“ Der XQUAD-Wendelschaftfräser ist der Spezialist für das wirtschaftliche und prozesssichere Schruppen exotischer Werkstückstoffe. Die besondere Einbaulage der Wendeschneidplatten (WSP) mit vier Schneidkanten ermöglicht hohe Abspanraten. Die Teilung der Wendeschneidplatten und die unterschiedlichen Spiralwinkel führen zu einer ruhigen und vibrationsarmen Bearbeitung. Die zielgerichtete Kühlmittelzuführung an jede Schneide sorgt für eine gute Spanevakuierung und effiziente Kühlung. „Damit erreichen wir Temperaturstabilität an der Schneidkante, was der Standzeit zugutekommt. Denn die galt es weiter zu verlängern“, erklärt Müller.

Aus einem massiven und drei Kilogramm schweren Stück Inconel fertigt AWB eine Komponente für eine stationäre Gasturbine.
Standzeit von 110 Minuten
Konkret ging es um das Schruppen eines Inconel-Bauteils für eine stationäre Gasturbine, das AWB regelmäßig auf der Maschine hat und nur geringe Toleranzen zulässt. „Der Block wiegt vor dem Schruppen rund drei Kilogramm, hinterher nur noch zwei“, erklärt Appelt. Mit der bisherigen Lösung war AWB schon recht gut aufgestellt und erzielte mit der Werkzeuglösung eines anderen Herstellers eine in diesem Material sehr gute Standzeit von 100 Minuten. „Ich war aber überzeugt, dass AWB mit dem XQUAD noch mehr rausholen könnte“, sagt Müller. „Unser Ziel war es, die Standzeit signifikant zu erhöhen und gleichzeitig die Prozesssicherheit zu verbessern“, führt Eckes aus. „Das war gar nicht so leicht umzusetzen. Denn die Schnittwerte waren fix.“
Eckes und Müller steckten die Köpfe zusammen, knobelten an einer Lösung und fuhren Tests mit drei potenziell passenden Wendeschneidplatten aus unterschiedlichen Substraten – mit einem kuriosen Ergebnis: „Die vermeintlich am wenigsten erfolgversprechende Platte des Trios hat in diesem Fall am besten funktioniert“, erzählt Müller. Und so fiel die Wahl auf die SDHW 100408-TN IC380, eine vierschneidige, quadratische PVD-beschichtete Sumotec-Wendeschneidplatte, die Iscar für die Bearbeitung von Titan, hochwarmfeste Legierungen und rostfreien Stahl entwickelt hat. „Wir erzielten damit eine Standzeit von 110 Minuten. Im Maximum waren sogar 124 Minuten drin, aber da stieg die Gefahr von Schäden deutlich“, erklärt Eckes. „Das Risiko wollen wir natürlich so gering wie möglich halten, gerade bei Inconel ist Ausschuss sehr teuer“, ergänzt AWB-CEO Heiko Utsch. Damit solche Werte möglich sind, muss das gesamte Paket aus Maschine, Aufspannung, Werkzeug und Bearbeitungsstrategie optimal zusammenpassen. „Das ist schon Schruppen in der Champions League“, scherzt Eckes.
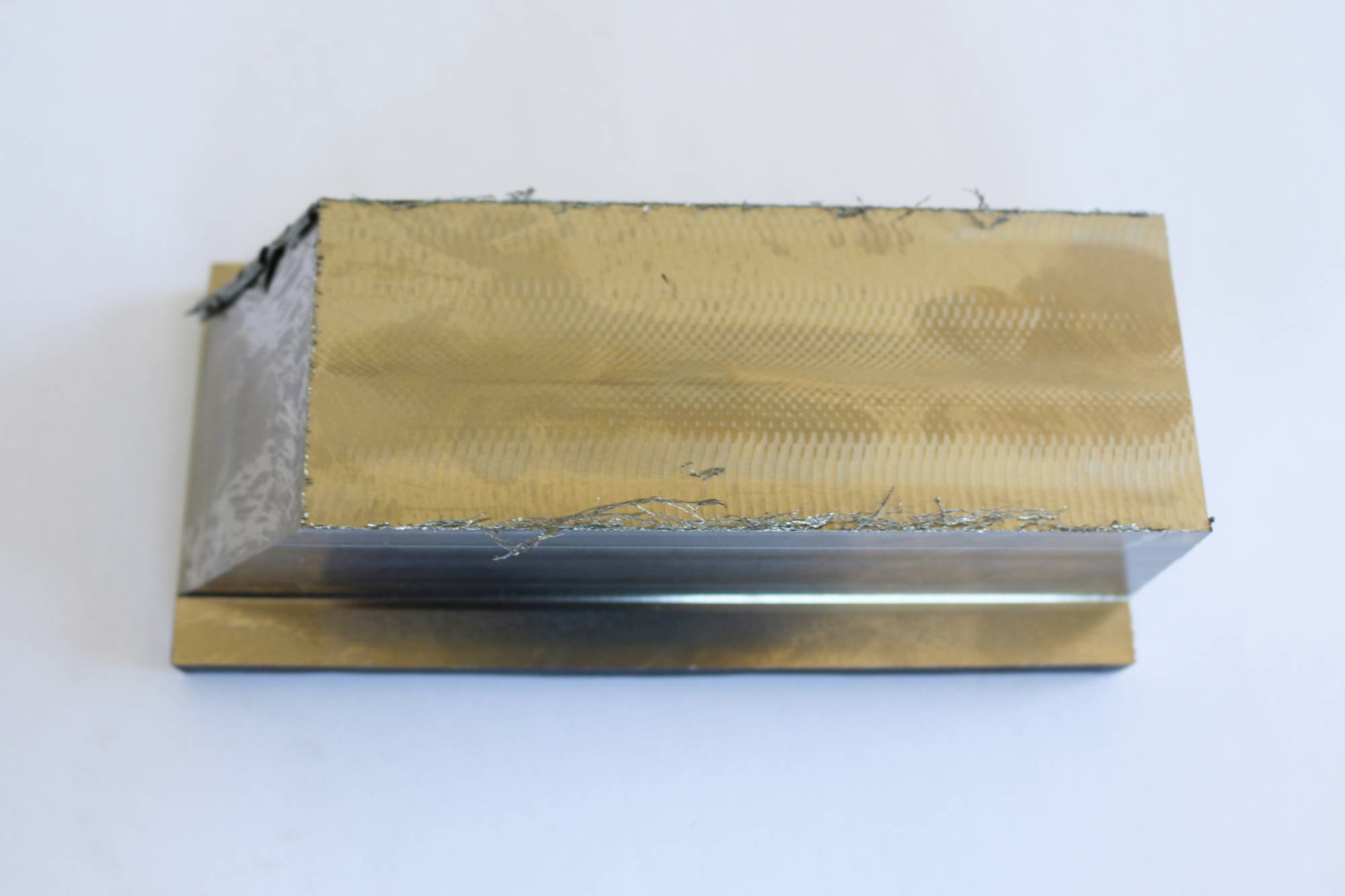
Beim Schruppen bekommt die Komponente ihre spätere Form. Etwa ein Kilogramm Material nimmt AWB bei diesem Bearbeitungsschritt ab.

Iscar und AWB arbeiten seit 20 Jahren zusammen. Wichtig ist dabei der Austausch auf Augenhöhe (v.l.n.r.): Anwendungstechniker Erik Eckes und Matthias Müller, Beratung und Verkauf, beide Iscar, sowie Michael Appelt, Technical Operations Manager und, CEO Heiko Utsch, beide von AWB.
Infos zum Anwender
Die ABW Group in Lampertheim (D) produziert seit mehr als 25 Jahren sicherheitsrelevante Präzisionsbauteile und Werkzeuge aus schwer bearbeitbaren Materialien wie Inconel, Hastelloy, Stellite, Nimonic, Eisenaluminit oder Titanlegierungen sowie Sonderwerkzeuge und individuelle Werkstatt- und Werkzeugcontainer. Mit der Gründung der AWB Aviation GmbH ist die ABW Group seit 2015 auch zertifizierter Lieferant für die Luft- und Raumfahrtindustrie. Zum Leistungsportfolio der Hessen gehören das Fräsen auf 5-Achs-Maschinen, Drehen und Erodieren, aber auch die Oberflächenveredelung und Beratung.
Zusammenarbeit auf Augenhöhe
Mit der neuen Lösung kann AWB jetzt vier Komponenten bearbeiten, bevor die WSP gewechselt werden müssen. „Nach 110 Minuten in dem Material sind die Platten dann natürlich ziemlich durch. Aber das ist mehr als in Ordnung“, zeigt sich Utsch zufrieden. Das Werkzeug erfüllt die Erwartungen von AWB voll. „Der XQUAD bringt uns nicht nur längere Standzeiten, wir können die geforderten Oberflächengüten erreichen und alle Toleranzen einhalten“, fasst Appelt zusammen. „Wir können uns bei Iscar darauf verlassen, dass wir genau das Werkzeug bekommen, das wir benötigen, und dazu kommt eben auch noch eine gute Beratung und vor allem Einsatzbereitschaft“, beschreibt Utsch die 20-jährige Zusammenarbeit mit Iscar. „Dass wir schnell Unterstützung bekommen, wenn wir sie benötigen, ist schon sehr wichtig. Aber noch viel wertvoller ist für uns, dass wir uns auf Augenhöhe austauschen und regelmäßig gute Ideen und Vorschläge von Iscar bekommen – so wie in diesem Fall.“
Teilen: · · Zur Merkliste