anwenderreportage
Paul Horn M328: Fräsen anspruchsvoller Einzelteile
Werkzeugwechsel erlaubt fertigungstechnische Freiheiten bei der Wartung von Flugzeugtriebwerken: Die Vorgehensweise bei der Wartung von Flugzeugtriebwerken ist in den Handbüchern der Hersteller detailliert vorgeschrieben. Da es sich bei den zu wartenden Turbinenteilen um Einzelstücke handelt, sind vorherige Zerspanungsversuche, beispielsweise zur Werkzeugauslegung, nicht möglich. Deshalb ist das Know-how des Werkzeugherstellers unter der Maxime Sicherheit und Wirtschaftlichkeit von entscheidender Bedeutung für die Bearbeitungsstrategien. Die Paul Horn GmbH, in Österreich durch die Wedco GmbH vertreten, stellte dabei ihre spezielle Lösungskompetenz unter Beweis.

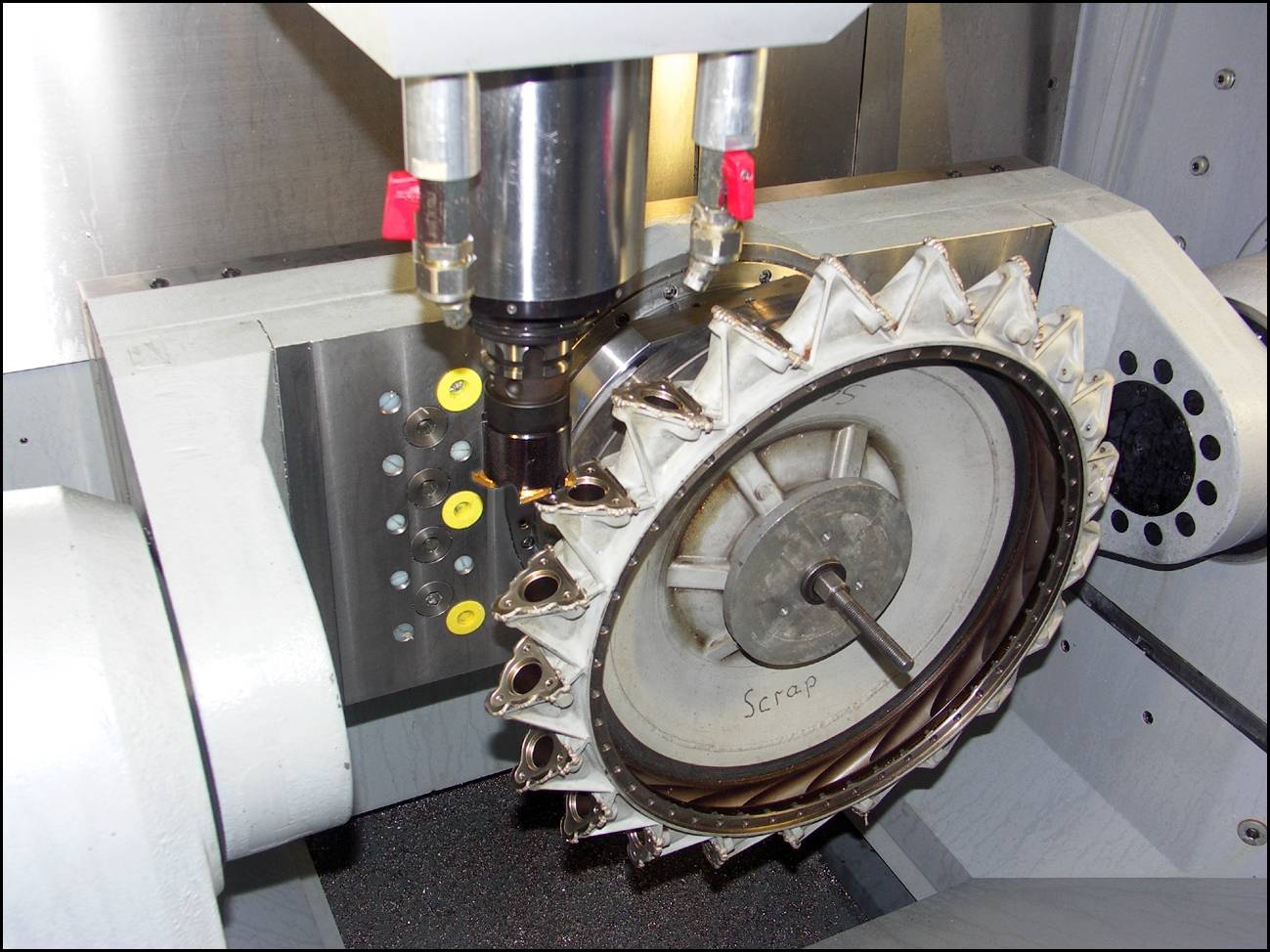
Mit dem 6-schneidigen Zirkularfräser M328 von Paul Horn werden die Auslasskanäle eines Niederdruck-Verteiler innen nachgefräst – prozesssicher und mit hoher Standzeit.
Infos zum Anwender
Die Lufthansa Technik AERO Alzey, 100-prozentige Tochterunternehmen der Lufthansa Technik AG, hat sich auf die Instandhaltung von Triebwerken von Regionalverkehrsflugzeugen spezialisiert. Das Unternehmen beschäftigt auf seinem 9.700 Quadratmetern Areal in Alzey rund 490 hoch qualifizierte Mitarbeiter.
www.lufthansa-technik.com/de/ltaa
Die Lufthansa Technik Gruppe ist einer der führenden, herstellerunabhängigen Anbieter für Wartungs-, Reparatur- und Überholungsservices sowie Modifikationen von Fluggeräten in der zivilen Luftfahrtindustrie. Innerhalb dieser Gruppe ist Lufthansa Technik Aero Alzey auf die Instandhaltung von Turboprop-Triebwerken für Regionalverkehrsflugzeuge spezialisiert. Etwa 460 hochqualifizierte Mitarbeiter arbeiten in dem deutschen Unternehmen. Neben Triebwerken setzen sie auch Antriebe instand, die Großflugzeuge wie die Boeing 747 am Boden mit Energie versorgen.
Die aufgespritzte Ni-Schicht am Niederdruck-Verteiler bringt ein als Messerkopf eingesetzter Nutfräser 380 auf Maß. Im Gegensatz zu dem vorher eingesetzten klassischen Messerkopffräser kann mit dem Nutfräser auch der Übergang von der Dichtfläche zum nächsten Auslasskanal exakt geradlinig gefräst werden.
Wartung nach exakten Vorgaben
Winfried Schneider, verantwortlich für die Triebwerksteile-Reparatur und Betriebsmittelfertigung, nennt die wesentlichste Herausforderung für seine Teams: „Es gibt immer nur ein Werkstück, deshalb müssen die Bearbeitungen auf Anhieb sitzen!“ Im Handbuch ist zwingend vorgeschrieben, welche Reparaturen an den aus aller Welt angelieferten Triebwerken vorzunehmen sind, welche Verfahren angewandt und welche Originalteile eingebaut werden dürfen. Obwohl diese Herstellervorgaben den fertigungstechnischen Freiraum der Spezialisten in Alzey einschränken, gibt es doch noch individuelle Wege, um die Arbeitsabläufe der bis zu fünf Mio. US-Dollar teuren Triebwerke zu optimieren und dadurch weitere Kosten- und Wettbewerbsvorteile zu generieren.
Da in Alzey vorwiegend CrNi-Stähle und hochwarmfeste Werkstoffe einschließlich Aluminium zu bearbeiten sind, ist die Unterstützung von Werkzeugherstellern wie die Paul Horn GmbH (Horn), sehr gefragt wie das Beispiel Reparaturarbeiten an einem Niederdruck-Verteiler beweist.

Die Funktionsweise des Nutfräsers M328 ...
Oberste Priorität: Prozesssicherheit und Standzeit
Die 24 Auslasskanäle des Niederdruck-Verteilers korrodieren im Betrieb und müssen nach vorgegebenen Zeitintervallen unter anderem an den Dichtflächen überarbeitet werden. Lassen sich die Korrosionsspuren in einem Arbeitsgang durch Fräsen entfernen, kann der Verteiler wieder eingebaut werden. In der Regel sind aber mehrere Fräsdurchgänge erforderlich, da die Dichtfläche durch elektrolytisches Auftragen von Nickel mit abschließendem Fräsen wieder auf Maß gebracht werden muss.
Autor: Wolfgang-D. Schenk
Für diese Arbeitsgänge auf einem Chiron-Bearbeitungszentrum FZ 12 KS entwickelte Horn eine neue Strategie. Sie ersetzten den bislang zum Überfräsen der Dichtfläche eingesetzten „klassischen“ Messerkopf eines Wettbewerbers durch einen Horn-Nutfräser 380. Das eigentlich zum zirkularen Nutfräsen konzipierte Werkzeug bot für diese Anwendung einen entscheidenden Vorteil: Seine fünf Wendeschneidplatten überragen den Fräserschaft um etwa fünf mm. Dadurch können auch die Übergänge von der Dichtfläche zum Verteilergehäuse exakt ausgefräst werden. Mit dem bisherigen Messerkopf war dies nicht möglich, und es wurde ein zusätzlicher Arbeitsgang benötigt. Bei einer Drehzahl von n = 1.200 1/min zeigte der Nutfräser sein Leistungsvermögen. Die Prozesssicherheit wurde gewährleistet und die Standzeit reichte aus, um weit mehr als nur einen Verteiler zu bearbeiten.
Für die Nacharbeit an der Innenseite der Auslassbohrung wählte man einen Nutfräser M328 mit Wendeschneidplatten in Sonderausführung. Bei n = 2.300 1/min erlaubte seine Standzeit die Bearbeitung von sechs Niederdruckverteilern.

... und des Messerkopfes 380.

Die Handbücher der Triebwerkshersteller enthalten exakte Vorgaben für die Reparaturarbeiten. Fertigungsleiter Winfried Schneider (links) und Daniel Disson, Meister Zerspanung, können aber durch die Wahl der Werkzeuge und Bearbeitungsstrategien manche Arbeitsabläufe selbst festlegen und damit die Wettbewerbsfähigkeit ihres Unternehmens stärken.
Spielraum zur Effizienzsteigerung erweitert
„Bei den bisher eingesetzten Werkzeugen waren die Standzeiten und damit der Wirkungsgrad der Bearbeitung nicht akzeptabel“, erinnert Winfried Schneider an die Zeiten vor dem Einsatz der Horn-Werkzeuge und fährt fort: „Natürlich wissen wir, dass die Bearbeitung unserer Werkstoffe mit dem sehr hohen Cr- und Ni-Anteil nicht einfach ist. Erschwerend kommt noch hinzu, dass wir bei den Einzelstücken keine Versuchsmöglichkeiten für die Werkzeugauslegung haben. Die Arbeitsschritte müssen vom ersten Span bis zur Fertigbearbeitung prozesssicher und zuverlässig ablaufen. Daraus ergeben sich die sehr hohen Anforderungen an den Werkzeughersteller. Aber durch die enge Zusammenarbeit mit der Firma Horn erarbeiteten wir Lösungen, deren Ergebnisse unsere internen Vorgaben und Wunschvorstellungen sogar übertroffen haben. Als nächstes werden wir gemeinsam darangehen, die bereits eingesetzten Standard- und Sonderwerkzeuge wie Drei- und Sechs-Schneider, Nutfräser, Zirkularfräser verschiedener Größen und Geometrien sowie diverse Werkzeuge zum Einstech- und Längsdrehen weiter zu optimieren.“
Teilen: · · Zur Merkliste