anwenderreportage
Konsequente Strategie: Präzision und Qualität
Das Umsetzen von Produktideen bis zur Serienreife – eine der wesentlichen Aufgaben des Prototypenbaues – setzt modernste Technologien, Verfahren, Logistik und Know-how voraus. Firma Fuchshofer CAM-CNC Präzisionstechnik hat sich diesen Anforderungen gestellt und dabei im Wettbewerbsumfeld einen Spitzenplatz erobert.

Die Gewindefräser M328, Gewindefräser M306, Zirkularnutfräser M306 sowie der Gewindefräser M328. (v.l.n.r.) nehmen bei der Bearbeitung des Strömungsverteilers bei Fuchshofer eine tragende Rolle ein.
Produkterweiterungen vom Einstechen zum Nutfräsen von Horn
Die erfolgreiche Entwicklung der Hartmetall Werkzeugfabrik Paul Horn GmbH basiert maßgeblich auf dem Einstechsystem 312 – die 3 steht für drei Schneiden – das Anfang der 70er Jahre vom Firmengründer Paul Horn entwickelt wurde. Der Erfolg des Systems führte zur Entwicklung weiterer Produktreihen, beispielsweise den drei- und sechsschneidigen Wechselkopffräsern zum Nut-, Bohrungs-, Gewinde- und Profilfräsen sowie zum Fasen.
(h3)Merkmale der Wechselkopffräser:
• Neun Standardgrößen für Bohrungsdurchmesser ab 10 mm.
• Vollhartmetallschaft und aufgelötetes Stahlteil mit Präzisionsschnittstelle.
• Schneidplatten mit aufgabenorientierter Schneidengeometrie und Beschichtung.
• Sichere Verbindung von Schneidplatte und Stahlteil durch patentierte Zahnprofile.
• Ein Haltersystem für verschiedene Schneidplatten.
(h3)Markante Entwicklungsphasen
Vor etwa 10 Jahren kamen die Schneidplatten 332 (drei Schneiden) und vor 5 Jahren die Schneidplatten 632 (sechs Schneiden) für Bohrungen ab 32 mm Durchmesser auf den Markt. Dank verschiedener Schneidgeometrien und Beschichtungen sind sie bestens geeignet zum Bearbeiten von Sonderstählen, Titan oder Sonderlegierungen bis zu einer Schnitttiefe von 10 mm. Aufgrund gestiegener Marktanforderungen wurde 2015 die Schneidplatte 932 mit neun Schneiden vorgestellt. Mit einem Schneidkreisdurchmesser von 31,7 mm ist sie für Nuten bis 8,3 mm Tiefe und 2,0 bis 4,0 mm Breite ausgelegt.
Die Herstellung solch komplexer Schneidplatten im automatischen Arbeitsablauf wurde erst durch die Inbetriebnahme einer weltweit einzigartigen Formgebungspresse möglich. Mit dieser und weiteren Maschinen produziert die Horn Hartstoffe GmbH, eine Tochtergesellschaft der Horn Hartmetall Werkzeugfabrik, im derzeit modernsten Werk Produkte aus Hartmetall in unterschiedlichen Losgrößen – hochflexibel, wirtschaftlich und in kürzester Zeit.
Vor mehr als 20 Jahren startete Hannes Fuchshofer in Eibiswald/Steiermark den Weg in die Selbständigkeit. Seine Geschäftsidee, Lohnfertiger für spanende Bearbeitungen, erwies sich als erfolgreich. Der Betrieb entwickelte sich dank der zuverlässigen Lieferung qualitativ hochwertiger Produkte im Laufe der Jahre zu einem gefragten Systemlieferanten für Firmen aus der Luft- und Raumfahrt, der Automobil- und Elektronikindustrie und der Medizintechnik.
Heute werden über 60 Mitarbeiter beschäftigt, im Betrieb stehen 22 CNC- Bearbeitungszentren – die Planungen für eine dringend benötigte Produktionserweiterung sind abgeschlossen – und die verfahrenstechnischen, maschinellen, organisatorischen und logistischen Ausstattungen repräsentieren den neuesten technischen Stand. „Die Entwicklung vom Garagenbetrieb zur heutigen CAM-CNC Präzisionstechnik wäre aber ohne das Fachwissen und Engagement meiner Mitarbeiter nicht möglich gewesen“, betont Geschäftsführer Hannes Fuchshofer. Besonders stolz ist er auf sein Ausbildungswesen mit insgesamt 12 Auszubildenden. Bis zur Abschlussprüfung findet er für jeden ein Aufgabengebiet so dass ihm diese Fachkräfte erhalten bleiben.

Einige der bei Firma Fuchshofer zur Prototypenfertigung eingesetzten Fräswerkzeuge: 3-schneidiger Nutfräser 308, 6-schneidiger Nutfräser 608, Vollhartmetall-Schaftfräser DCX zum Nutfräsen, Hochglanzfräser S 117 (v.l.n.r.).
VHM-Nutfräser DCX
Fuchshofer verwendet verschiedene Baugrößen der 3- bzw. 6-schneidigen Standardwendeplatten von Horn zum zirkularen Nutfräsen, T-Nuten-Fräsen sowie Gewindefräsen. Bei Zerspanungsaufgaben bei denen diese Systeme an ihre geometrischen Grenzen stoßen, weil etwa die Nuttiefe bei gegebenem Durchmesser zu groß ist, kommen die VHM-Nutfräser DCX zum Einsatz.
Mit Schneidkreisdurchmessern von 20 / 25 / 30 / 35 und 40 mm lassen sich mit den sechs- und achtschneidigen Fräsern bis zu 15 mm tiefe Nuten mit einer Breite von 1,5 und 3 mm herstellen. Alle Abmessungen sind ab Lager lieferbar. Sonderausführungen mit aufgabenorientierten Durchmessern, Profilformen und -breiten sowie Schaftlängen sind kurzfristig lieferbar.
Anspruchsvolle Technik für anspruchsvolle Kunden
Der in ganz Europa ansässige Kundenkreis schätzt das Leistungsvermögen des steiermärkischen Präzisionsfertigers. Hannes Fuchshofer spezifiziert die Kernkompetenzen seines Hauses: „Unsere Stärken sind das Fräsen, Drehen, Schleifen und die Ultraschall-Hochfrequenzbearbeitung. Aber um den Kundenansprüchen von der Materialbeschaffung bis zur Lieferung des fertigen Produktes gerecht zu werden, bieten wir weitere Leistungen wie Wärmebehandlungen, mechanische Sonderbearbeitungen, Oberflächenbeschichtungen und Aufgaben der Qualitätssicherung. Für diese Arbeiten können wir auf Lieferanten zurückgreifen, deren Philosophie sich mit der unseren deckt und die ihre Zuverlässigkeit und Vertrauenswürdigkeit schon mehrfach unter Beweis gestellt haben. Die Verantwortung für die Terminsteuerung und die logistischen Abläufe tragen dabei unsere Mitarbeiter. Nur so lassen sich die meist unter erheblichem Zeitdruck stehenden Anfragen auch aus der Automobilindustrie, speziell dem Rennsport, realisieren.“

Für die 3-, 6- und 9-schneidigen Nutfräser wird jeweils nur ein Schaft benötigt.
Produkt- und Werkstoffvielfalt generiert Werkzeuglösungen
Die unterschiedlichen Prototypen stellen die Mitarbeiter der Firma Fuchshofer täglich vor neue Aufgaben. So gilt es beispielsweise für die Rohlinge aus NE-Metallen, Kunststoffen, schwer zerspanbaren Stählen, Titan- und Titanlegierungen, Edelmetallen, Hartmetallen, Keramik u.a.m. geeignete Bearbeitungsverfahren und Werkzeuge zu wählen. Dabei wird auch das Wissen externer Fachleute genutzt.
Einer dieser Spezialisten für die spanende Bearbeitung ist Kurt Miklavc von der Firma Wedco, der österreichischen Vertretung der deutschen Paul Horn GmbH. Er konnte für das aufstrebende Unternehmen mit Standard- und Sonderwerkzeugen bereits manches Fertigungsproblem wirtschaftlich lösen. „Ergänzend dazu beeindruckt uns vor allem die Schnelligkeit, mit der auch Sonderwerkzeuge oft innerhalb weniger Tage von der Firma Horn geliefert werden“, verweist Mario Strohmeier, CAM-Programmierung, auf einen daraus resultierenden wichtigen Kundennutzen.
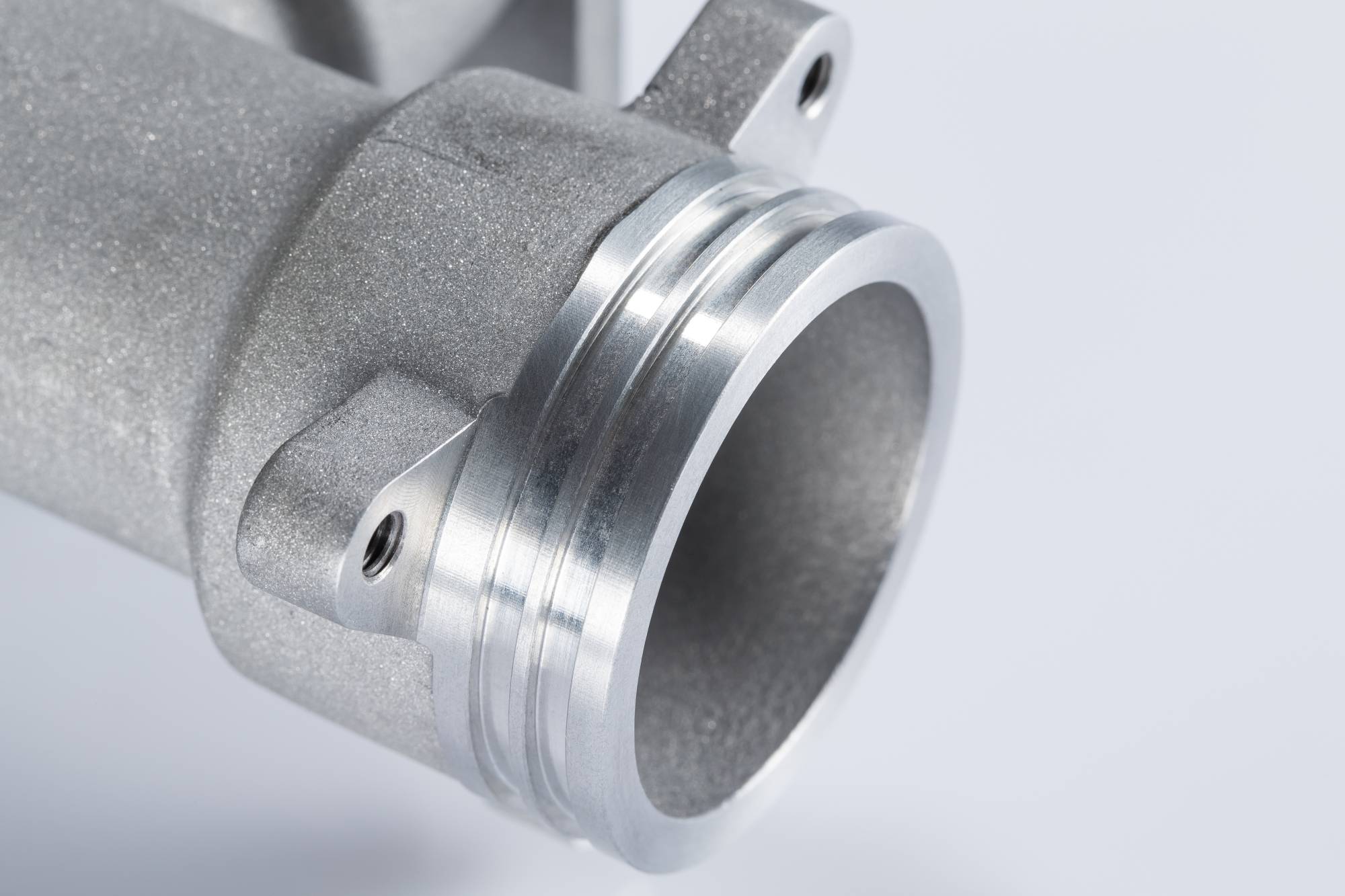
Die äußeren Nuten am Strömungsverteiler (43f7) wurden mit 3- und 6-schneidigen Horn-Gewindefräsern 328 und 628 erzeugt.

Hannes Fuchshofer
Geschäftsführer der Fuchshofer Präzisionstechnik GmbH
„Wenn wir auch künftig ein führender Dienstleister für besonders anspruchsvolle Kunden bleiben wollen, müssen wir uns ständig weiterentwickeln. Bei der Zerspanung unterschiedlicher Werkstoffe zählen wir deshalb die Firmen Wedco und Horn zu unseren Top-Lieferanten. Neben hervorragenden Produkten für Standard- und besonders für Sonderanwendungen überzeugen beide Unternehmen durch äußerst kurze Kommunikationswege und Reaktionszeiten.“
Fräsen von Gewinden, Außen- und Inneneinstichen für Turbinenteile
Bei vielen Kunden ist Firma Fuchshofer schon in die Planung mit eingebunden um mit Fertigungsempfehlungen die Konstruktionen zu optimieren. So auch bei einem Strömungsverteiler aus Al-Feinguss. Bei diesem Produkt, wie auch bei der Mehrzahl anderer Prototypen, gilt die oberste Priorität der generellen Machbarkeit, dem Einhalten der hohen Qualitätsvorgaben und der Lieferzeit. Weniger entscheidend war deshalb die Fertigungszeit auf einer DMU 100P duoBlock von DMG MORI. Da auf diesem 5-Achs-Bearbeitungszentrum der Rohling nicht umgespannt werden musste, benötigte man ein Werkzeugsystem zum Nutfräsen von Inneneinstichen in zwei H7-Bohrungen sowie zum Herstellen von Außeneinstichen an der kleinen Bohrung.
Gemäß dieser Vorgaben empfahl Kurt Miklavc für zwei Inneneinstiche an der großen Bohrung mit 45,1 mm Durchmesser (Anm. nicht abgebildet) und für die Außeneinstiche 43f7 bei der kleinen Bohrung die 3- und 6-schneidigen Horn-Gewindefräser 328 und 628 sowie für die beiden Innennuten der kleinen Bohrung (Durchmesser 24 mm) die Typen 306 und 308. Aus der gleichen Baureihe wählte er außerdem eine Fasplatte zum Entgraten der kleinen Bohrung und der Außeneinstiche. Die Zuverlässigkeit dieser Standardwerkzeuge, eingebunden in die neue Bearbeitungsstrategie, bestätigte sich dann in der termingerechten Bereitstellung der Strömungsverteiler.
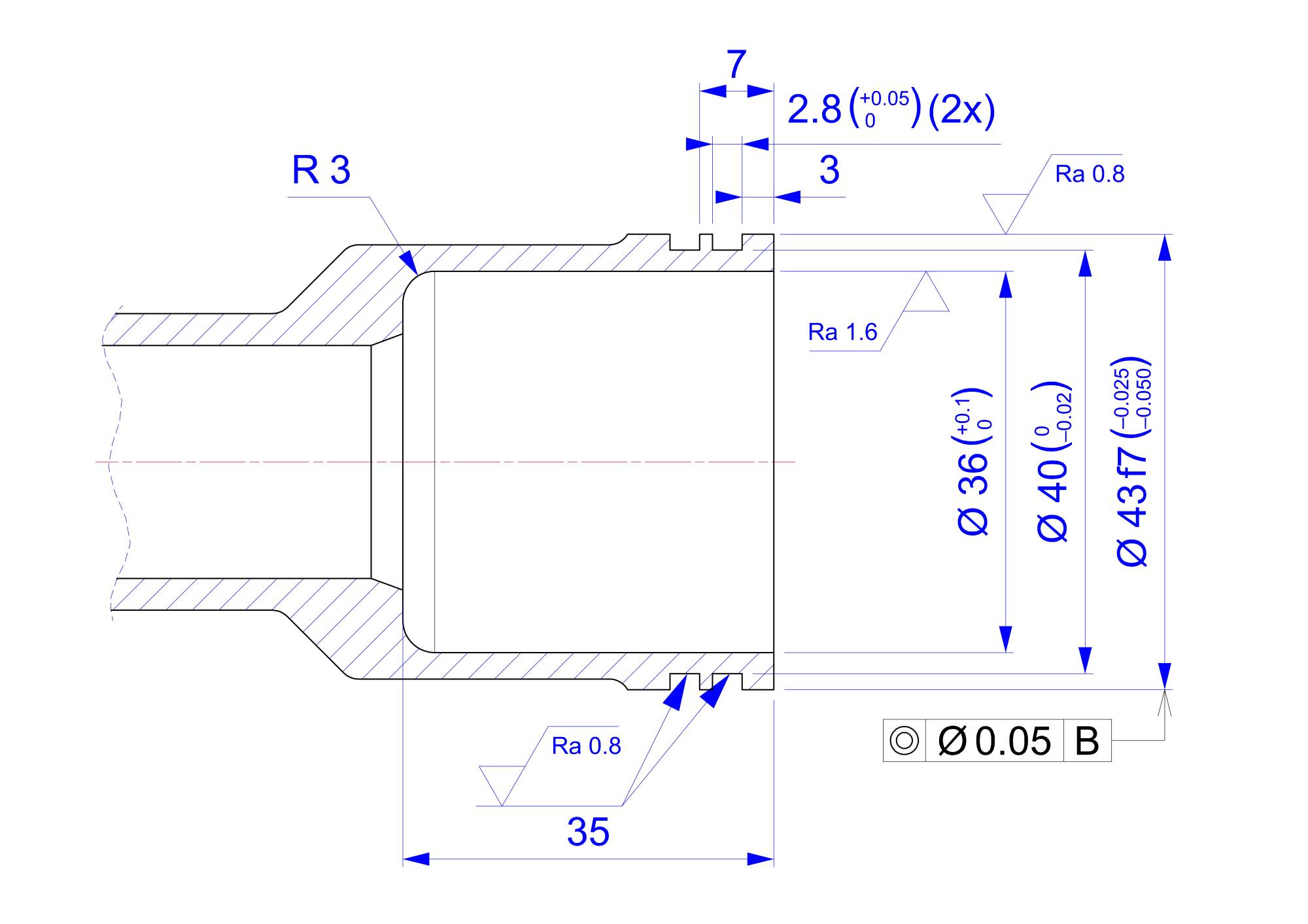
Eine vereinfachte Fertigungszeichnung der äußeren Nut am Strömungsverteiler.

Die beiden Innennuten der kleinen Bohrung am Strömungsverteiler (Durchmesser 24 mm) wurden mit den Horn-Gewindefräsern 306 und 308 bearbeitet.


Infos zum Anwender
Fuchshofer GmbH wurde 1994 durch Hannes Fuchshofer als gegründet. Ständige Weiterentwicklung und kontinuierliches Wachstum haben das Unternehmen zu einem erfahrenen und verlässlichen Partner im Bereich CAM-CNC-Präzisionstechnik gemacht.
Namhafte Unternehmen aus den Bereichen Luftfahrt, Raumfahrt, Automobil, Elektronikindustrie und Medizintechnik setzen auf kurzfristige Liefertermine, hoher Qualitätsstandard sowie rasche Reaktionszeit von Fuchshofer.
60 Mitarbeiter – davon acht Lehrlinge
1.800 m² Betriebsgebäude
22 CNC-Bearbeitungszentren
Verteilerblock aus AlMgSi1MgMn ohne Umspannen bearbeiten
Bei dem als Quader angelieferten Verteilerblock müssen die Kontur sowie die verschiedenen Innen- und Außengewinde in einer Aufspannung auf einer DMC 100P von DMG MORI mit möglichst wenigen Werkzeugen hergestellt werden. Kurt Miklavc wählte zum Fräsen der waagrechten Innengewinde Werkzeuge aus dem Zirkularfrässystem 306/606: den 6-schneidigen Fräser 606 für das Gewinde M16x1,5 und den 3-schneidigen Fräser 306 für das Gewinde M15x1.
Beide Werkzeuge sind für metrische ISO-Gewinde, Teil- und Vollprofil, sowie für Withworth-Rohrgewinde einsetzbar. Durch den Steigungsbereich bei den Teilprofil-Schneidplatten lassen sich verschiedene Steigungen herstellen, was sich in deutlich weniger Werkzeugwechseln auswirkt. Zum Fräsen eines Außengewindes M40x2 am Zapfen an der Rückseite des Ventilblocks (Anm.: nicht abgebildet) kommt eine Sonderschneidplatte Typ 613 zum Einsatz. Zum Bearbeiten der beiden senkrechten Innengewinde R1/4“ und R1/8“ auf der Stirnseite des Ventilblocks entschied man sich ebenfalls für Schneidplatten aus diesem Werkzeugsystem. Dank der guten Arbeitsergebnisse sollen künftig die Withworth-Gewinde R1/4“ und R1/8“ auf der Stirnseite des Verteilerblocks mit einer Schneidplatte vom Typ 306 gefräst werden, einschließlich Ausfräsen des Gewindegrundes mit einer Nutfräsplatte aus demselben System.
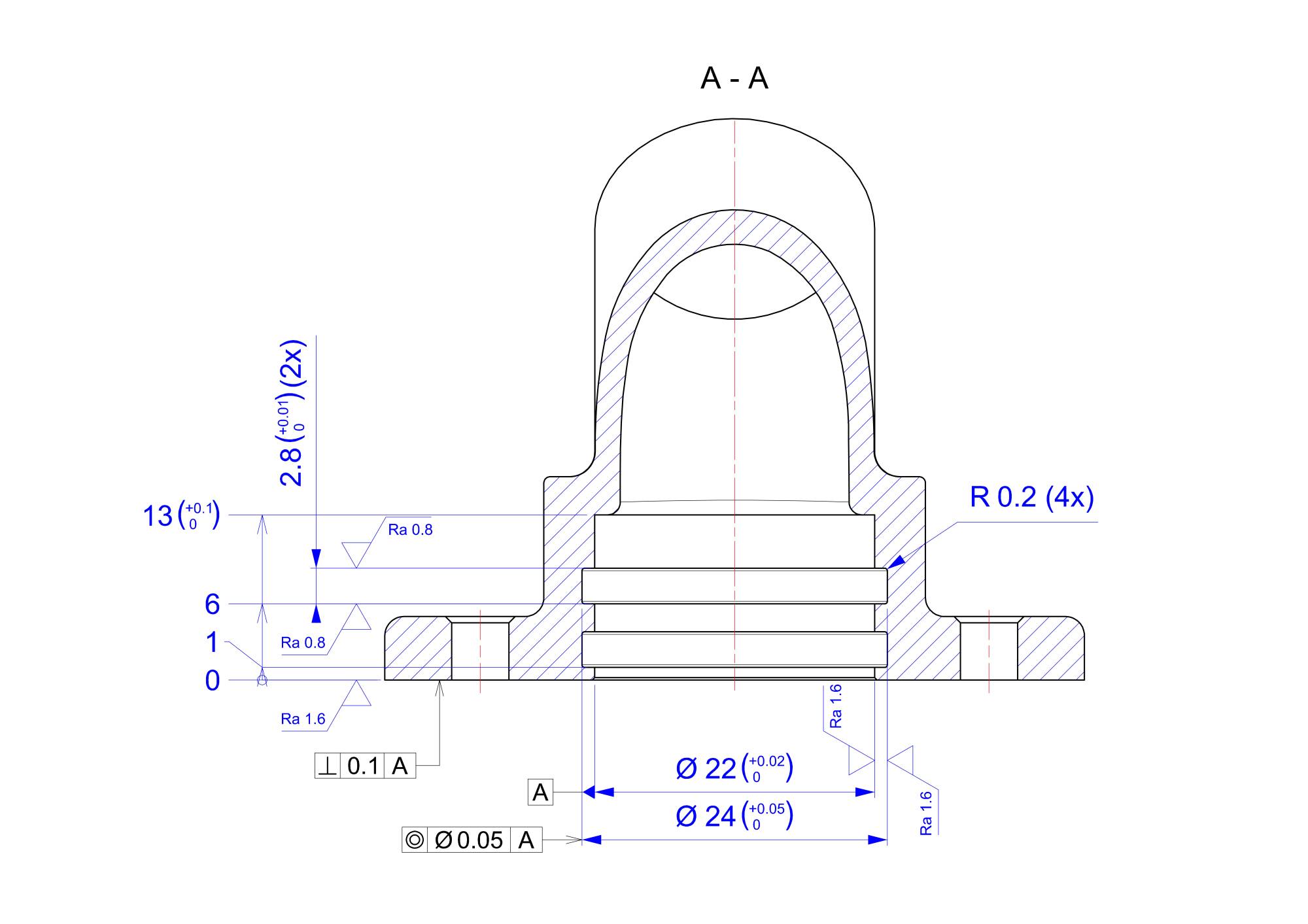
Vereinfachte Fertigungszeichnung der Innennut am Strömungsverteiler.
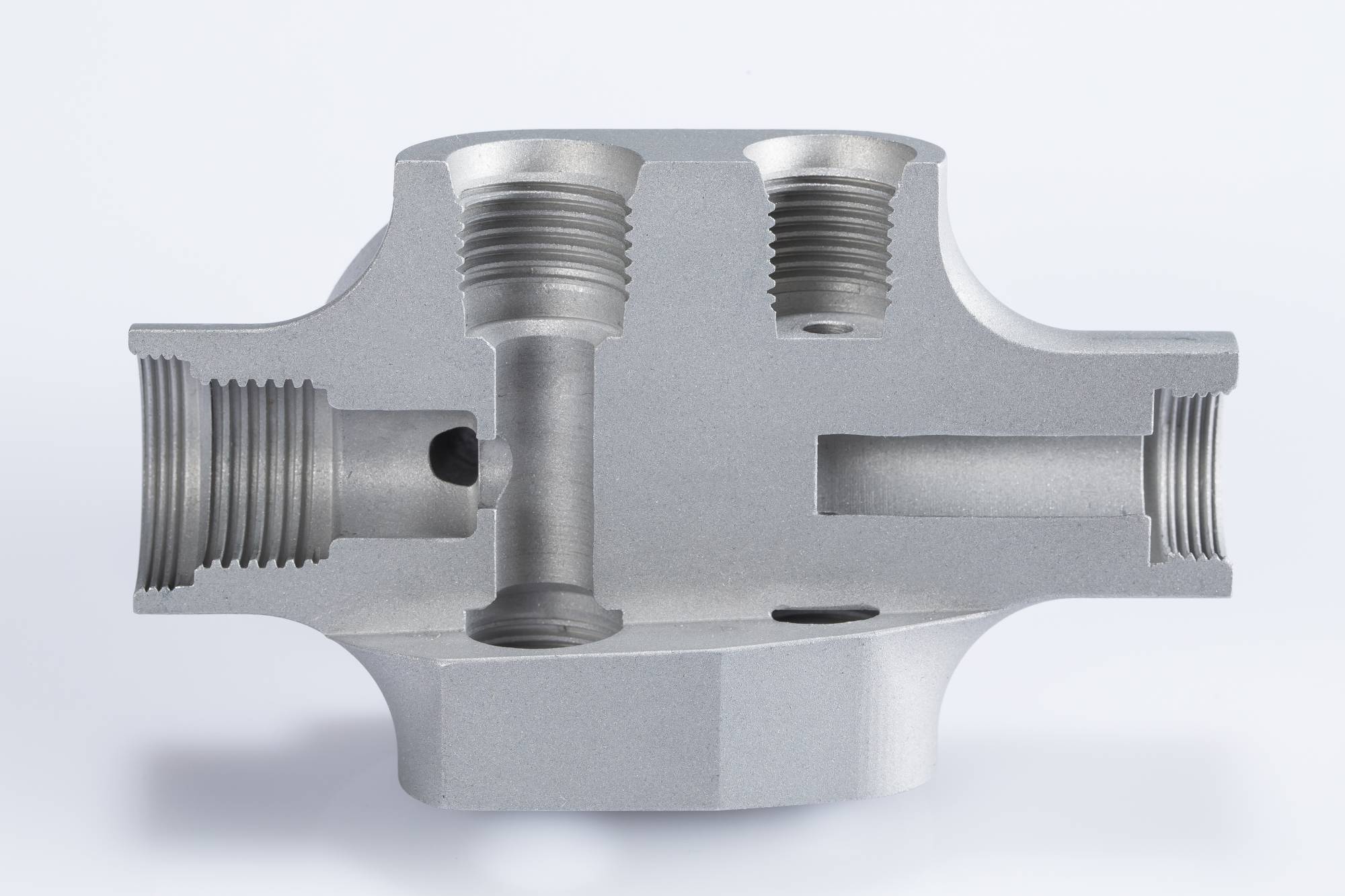
Bei dem als Quader angelieferten Verteilerblock müssen die Kontur sowie die verschiedenen Innen- und Außengewinde in einer Aufspannung mit möglichst wenigen Werkzeugen hergestellt werden. Es kommen sowohl Werkzeuge aus dem Standardprogramm als auch Sonderschneidplatten von Horn zum Einsatz.
Formgenau und spiegelglatt Fräsen
Eine weitere anspruchsvolle Aufgabe war die Herstellung von ultrapräzisen, hochglänzenden Oberflächen an rechteckigen Blenden aus AlMgSi1. Das Team um Mario Strohmeier definierte und programmierte folgenden Fertigungsablauf: Vorfräsen der rechteckigen Blendenform einschließlich der erhabenen Befestigungsflächen mit abschließendem Hochglanzfräsen eines sehr dünnen Mittelsteges.
Kurt Miklavc setzte für die diffizile Aufgabe „Hochglanz“ auf die monokristalline Horn-Diamantschneidplatte Typ S117. Die katalogmäßig lieferbaren Schneidplatten wurden speziell für die Hochglanzbearbeitung von Aluminium, Nickel, Messing, Kupfer, Bronze, Gold, Platin und Acryl entwickelt. Zur Vorbearbeitung der Hochglanzfläche bei einem Aufmaß von 0,02 bis 0,05 mm empfehlen sich PKD- oder HM-Schneidplatten. Danach wird die Fläche mit der einschneidigen Schneidplatte S117 plan gefräst. Dazu sind die Verfahrbewegungen der DMC 100P, des Werkstücks und Werkzeugs so aufeinander abgestimmt, dass die in einem Ausdrehkopf aufgenommene Schneidplatte eine Hochglanzfläche mit Ra = 0,012 μm erzeugt.
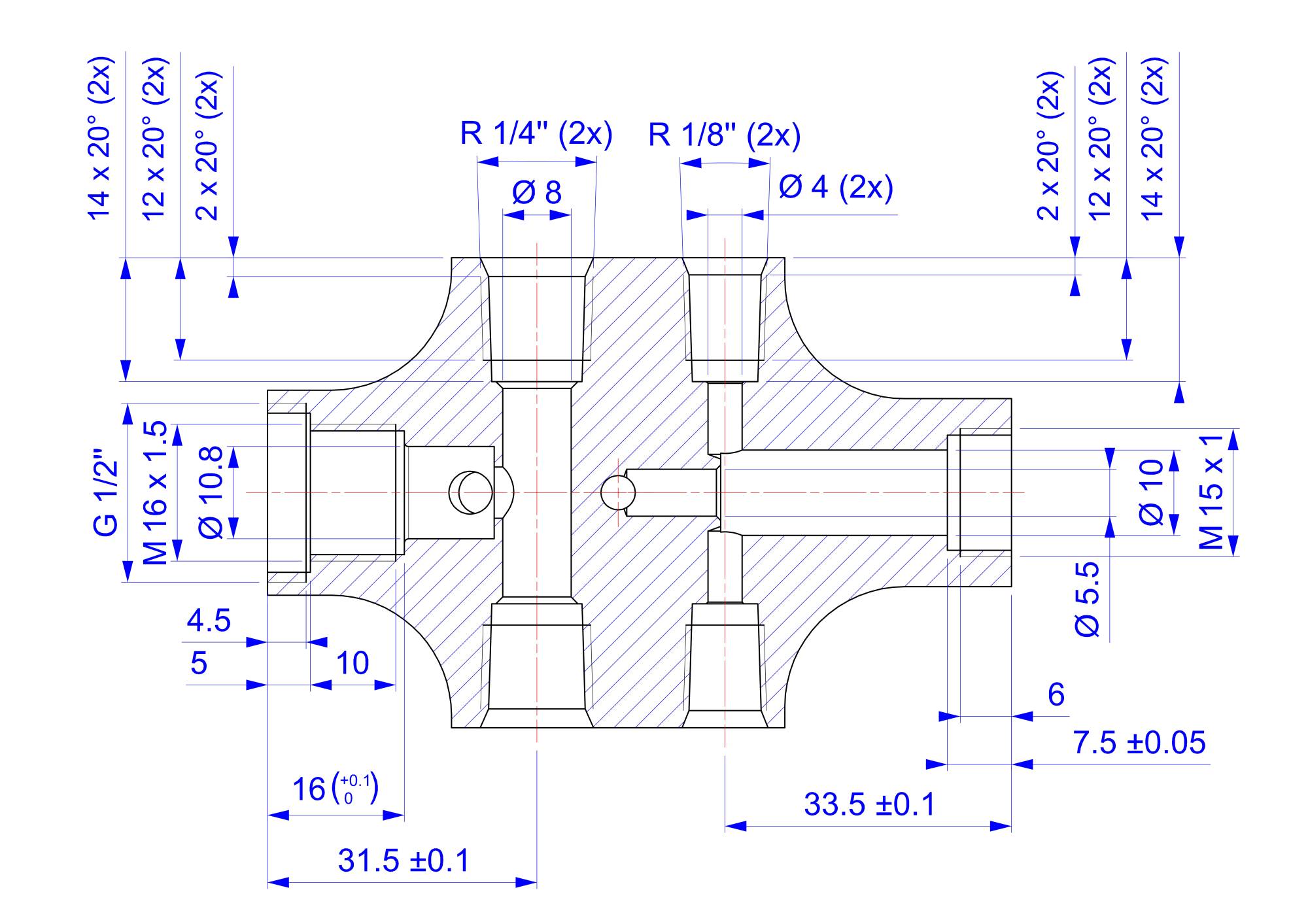
Vereinfachte Fertigungszeichnung des Verteilerblockes.

Anspruchsvolle Aufgabe: Die Herstellung von ultrapräzisen, hochglänzenden Oberflächen an rechteckigen Blenden aus AlMgSi1. Die eingesetzte Diamantschneidplatte S 117 von Horn spiegelt sich in der Stirnseite eines hochglanzgefrästen Sechskantes (mit Ra = 0,012 μm).
Die gemeinsame Arbeit führte zur erfolgreichen Herstellung verschiedener Prototypen (v.l.n.r.): Amadeus Jatschka, Horn-Produktverantwortlicher bei Wedco, Mario Strohmeier, CAM-Programmierung und Geschäftsführer Hannes Fuchshofer sowie Kurt Miklavc, Technische Beratung und Verkauf bei Wedco.
Vielseitiges und wirtschaftliches Fräsen
„Unsere Prototypenfertigung ist sowohl aus verfahrenstechnischen wie auch aus wirtschaftlichen Gesichtspunkten sehr anspruchsvoll“, resümiert der Geschäftsführer Hannes Fuchshofer und erläutert weitere Maßnahmen: „Wenn wir auch künftig ein führender Dienstleister für besonders anspruchsvolle Kunden bleiben wollen, müssen wir uns ständig weiterentwickeln und in die Mitarbeiter, in Technik und Organisation investieren und durch modernste Hard- und Software die Kommunikation mit Kunden und Lieferanten auf dem neuesten Stand halten. Bei der Zerspanung unterschiedlicher Werkstoffe zählen wir deshalb die Firmen Wedco und Horn zu unseren Top-Lieferanten. Neben hervorragenden Produkten für Standard- und besonders für Sonderanwendungen überzeugen beide Unternehmen durch äußerst kurze Kommunikationswege und Reaktionszeiten. Dadurch können wir flexibel reagieren, den Kunden weiteren Nutzen bieten und unsere Wettbewerbskraft stärken."
Teilen: · · Zur Merkliste