anwenderreportage
Emuge-Franken InnoForm Steel-M: 30 Prozent mehr Standweg
Gewindeformer für mittelfeste Stähle: Die Karl Berger CNC-Maschinenbau GmbH im österreichischen Mondsee praktiziert seit Jahren das Gewindeformen bis M20-6HX. Im Jahr 2015 ging der Lohnfertiger dann auch bei den Gewindegrößen M24 bis M36 zum Formen über. Technologisch begleitet wurde er in der gesamten Zeit von Emuge-Franken. Mit dem InnoForm Steel-M hat der Werkzeugspezialist nun eine neue, leistungsfähigere Formergeneration für Gewinde bis M36-6HX katalogisiert. Von Michael Hobohm, freier Redakteur

Der InnoForm Steel-M von Emuge ist ausgelegt für das Gewindeformen in mittelfesten Stählen mit Festigkeiten von 600 bis 1.200 N/mm².
Shortcut
Aufgabenstellung: Prozesssicherheit beim Gewinden erhöhen, Werkzeugkosten senken und Qualität der Gewinde steigern.
Lösung: Gewindeformer InnoForm Steel-M von Emuge.
Vorteil: Standwegerhöhungen um 30 Prozent und höhere Prozesssicherheit.
Innengewinde werden bis heute vor allem mittels Gewindeschneiden gefertigt. Seit Jahren schon ist aber ein steter Umstieg auf das Gewindeformen zu beobachten – schließlich weist das Formen klare Vorteile gegenüber den spanenden Verfahren auf. An erster Stelle ist es der entstehende Span, der beim Schneiden zu Schädigungen der Gewindeoberfläche, Werkzeugbrüchen bis hin zu Maschinenstillständen führen kann.
Demgegenüber bietet das Formen nicht nur eine höhere Prozesssicherheit, zu der eine größere Bruchsicherheit und längere Standzeit der Werkzeuge beitragen. Mit dem Verfahren lässt sich auch eine höhere Oberflächenqualität erzeugen. Durch die Druckumformung werden nämlich nicht nur Gewindeabschnitte wie Flanken und Grund verdichtet, es werden auch die Rauheitswerte gesenkt sowie höhere dynamische Festigkeitswerte erzeugt. Nicht zuletzt lassen sich mit dem Formen größere Gewindetiefen realisieren.

Dank einer neuartigen Geometrie mit elf Drückstegen und optimierter Polygonform sowie einer optimierten TiN-Beschichtung ermöglicht der InnoForm Steel-M lange Standwege und hohe Prozesssicherheit. (Bilder: Michael Hobohm)
Karl Berger
Inhaber der Karl Berger CNC-Maschinenbau GmbH
„Dass wir schneller formen und für ein Bauteil vielleicht fünf Minuten weniger brauchen, ist für uns nicht entscheidend. Entscheidend ist, dass die Teile, die oft eine große Wertschöpfung verkörpern, prozesssicher mit hoher Standmenge und Qualität durchlaufen. Mit dem InnoForm Steel-M von Emuge ist das gewährleistet.“
Nun auch M24 bis M36 formen
Bei der Karl Berger CNC-Maschinenbau GmbH in Mondsee ist man sich dieser Vorzüge wohl bewusst. Schon vor zehn Jahren stieg man daher beim Gewinden bis M20 auf das Formen um. „Es gibt bei uns nicht viele Werkstücke, in denen wir kein Gewinde fertigen müssen“, beschreibt Inhaber Karl Berger die Reichweite des Gewindens in seinem Betrieb. Mit dem Gewindebohren, -fräsen und -formen werde dabei die gesamte Verfahrenspalette praktiziert.
Als Emuge vor circa vier Jahren dann die ersten Former für Gewinde über M20 auf den Markt brachte – ein Schritt, den neue Maschinen und Technologien möglich gemacht hatten –, wollte Berger auch bei den Größen M24 bis M36 zum Formen übergehen. „Durch den Umstieg wollten wir die Prozesssicherheit erhöhen, die Werkzeugkosten senken und die Qualität der Gewinde steigern“, bringt es der Geschäftsführer auf den Punkt.
Was dann Anwendung für Anwendung erreicht wurde, zeigt er an einem ersten Beispiel: „Früher konnten wir bei einem bestimmten Bauteil 200 bis 240 Gewinde schneiden. Dann erreichte das Werkzeug sein Standzeitende, der Span verwickelte sich oder es kam zu Zahnausbrüchen. Heute formen wir hier 370 bis 400 Gewinde.“ Teilweise sei es früher auch nötig gewesen, Teile mit hohen Festigkeiten in mehreren Schritten zu schneiden und dabei mit Paste zu arbeiten. „Auch das ist weggefallen. Heute läuft der Former in der gesamten Tiefe komplett runter.“ Dabei wird die mögliche Gewindetiefe, die grundsätzlich größer als bei einem spanenden Werkzeug ist, vor allem von der Qualität der Kühlschmierung und der Werkzeugbaulänge begrenzt.
Repräsentatives Ergebnis: Bei einem Hydraulikzylinder für Spritzgussmaschinen aus C45, in den M36-Regelgewinde geformt werden, wurde die Standmenge mit dem InnoForm Steel-M um mehr als 30 Prozent gesteigert.
Infos zum Anwender
1949 als Dienstleistungsbetrieb für die Reparatur von Landmaschinen gegründet, wurde die Karl Berger CNC-Maschinenbau GmbH ab den 1970er Jahren konsequent auf die Lohnfertigung in der mechanischen Metallbearbeitung ausgerichtet. Vor 20 Jahren übernahm dann Karl Werner Berger in dritter Generation das Unternehmen, das heute rund 65 Mitarbeiter beschäftigt. Die Abnehmer des breit gefächerten Teilespektrums sind vor allem in Deutschland und Österreich angesiedelt und kommen aus der Schienenfahrzeug-, Hydraulik- und Lebensmittelindustrie bis hin zum allgemeinen Maschinenbau.
Prozesssicher mit hoher Qualität
Den Weg zu solchen Ergebnissen sind Emuge-Franken und Berger mit mehreren Werkzeuggenerationen gegangen. „Indem wir mit den Bauteilen und Maschinen mitwandern und regelmäßig neue Former zum Einsatz bringen, haben wir die Prozesssicherheit und Qualität bis M36 konsequent erhöht“, berichtet Reinhard Meier, Anwendungstechniker bei Emuge-Franken. „Inzwischen wollen die Mitarbeiter bei Berger nichts anderes mehr einsetzen, nur noch Former. Und das bei Sackloch- und Durchgangsbohrungen.“ Zum bislang letzten Leistungssprung kam es in Mondsee mit dem InnoForm Steel-M, der im Dezember des letzten Jahres eingeführt worden war. Mit welchen Resultaten, zeigt ein Hydraulikzylinder für Spritzgussmaschinen: In C45 werden hier mittlerweile 400 Gewinde geformt, mit dem Vorgängerwerkzeug InnoForm2-H waren es noch 305. Also über 30 Prozent mehr.
Ausgelegt ist der InnoForm Steel-M auf das Gewindeformen in mittelfesten Stählen mit Festigkeiten von 600 bis 1.200 N/mm². „Eine neuartige Geometrie mit elf Drückstegen und optimierter Polygonform ermöglicht im Zusammenspiel mit der optimierten TiN-Beschichtung und dem Schneidstoff HSSE-PM längere Standwege und eine höhere Prozesssicherheit als marktgängige Gewindeformer“, so Hans-Jürgen Donauer, Außendienstmitarbeiter bei Emuge-Franken.
Dass die Oberfläche des InnoForm Steel-M nach dem Beschichten eine spezielle Oberflächenbehandlung erhalte, würde nicht nur die Reibung und das Drehmoment beim Formen verringern, sie sorge auch für eine zusätzliche Standzeitverlängerung. „Ausgelegt für Durchgangs- und Sacklochbohrungen bis zu einer Gewindetiefe von 3xD, ist der InnoForm Steel-M in den Anschnittformen C und E, der Toleranz 6HX und mit innerer Kühlschmierstoffzufuhr erhältlich“, berichtet Donauer weiter. „Dabei decken die Gewindeformer metrische Gewinde von M3 bis M36 und Feingewinde von M12 bis M16 mit einer Steigung von jeweils 1,5 ab.“

Mit hoher Qualität werden heute bei Berger Gewinde bis M36 prozesssicher geformt.
Standmenge vervierfacht
Ergebnisse, die Berger heute regelmäßig mit dem InnoForm Steel-M erzielt, zeigen sich auch an einer Antriebsachse für Baumaschinen aus 42CrMo4. Als Wiederholteil wird diese Achse in Losen von 20 bis 60 gefertigt. In einem mehrstufigen Prozess hat man über drei Jahre hinweg die Standmenge bei der Fertigung von M36-Gewinden fast vervierfacht, was auch die stetige Weiterentwicklung der Gewindeformer von Emuge verdeutlicht.
Erreichte man anfänglich mit einem InnoForm2-H mit sechs Drückstegen einen Standweg von 468 Gewinden, brachte ein InnoForm2-H mit sieben Drückstegen bereits eine Steigerung auf 780 Gewinde. Nachdem Berger zwischenzeitlich ein Wettbewerbswerkzeug mit acht Drückstegen eingesetzt hatte, mit dem sich 1.376 Gewinde fertigen ließen, ermöglicht heute der InnoForm Steel-M eine Standmenge von 1.920 Gewinden. „Dass wir bei solchen Anwendungen schneller formen und für ein Bauteil vielleicht fünf Minuten weniger brauchen, ist für uns nicht entscheidend“, betont Berger. „Entscheidend ist, dass die Teile, die oft eine große Wertschöpfung verkörpern, prozesssicher mit hoher Standmenge und Qualität durchlaufen. Mit dem InnoForm Steel-M von Emuge ist das gewährleistet.“

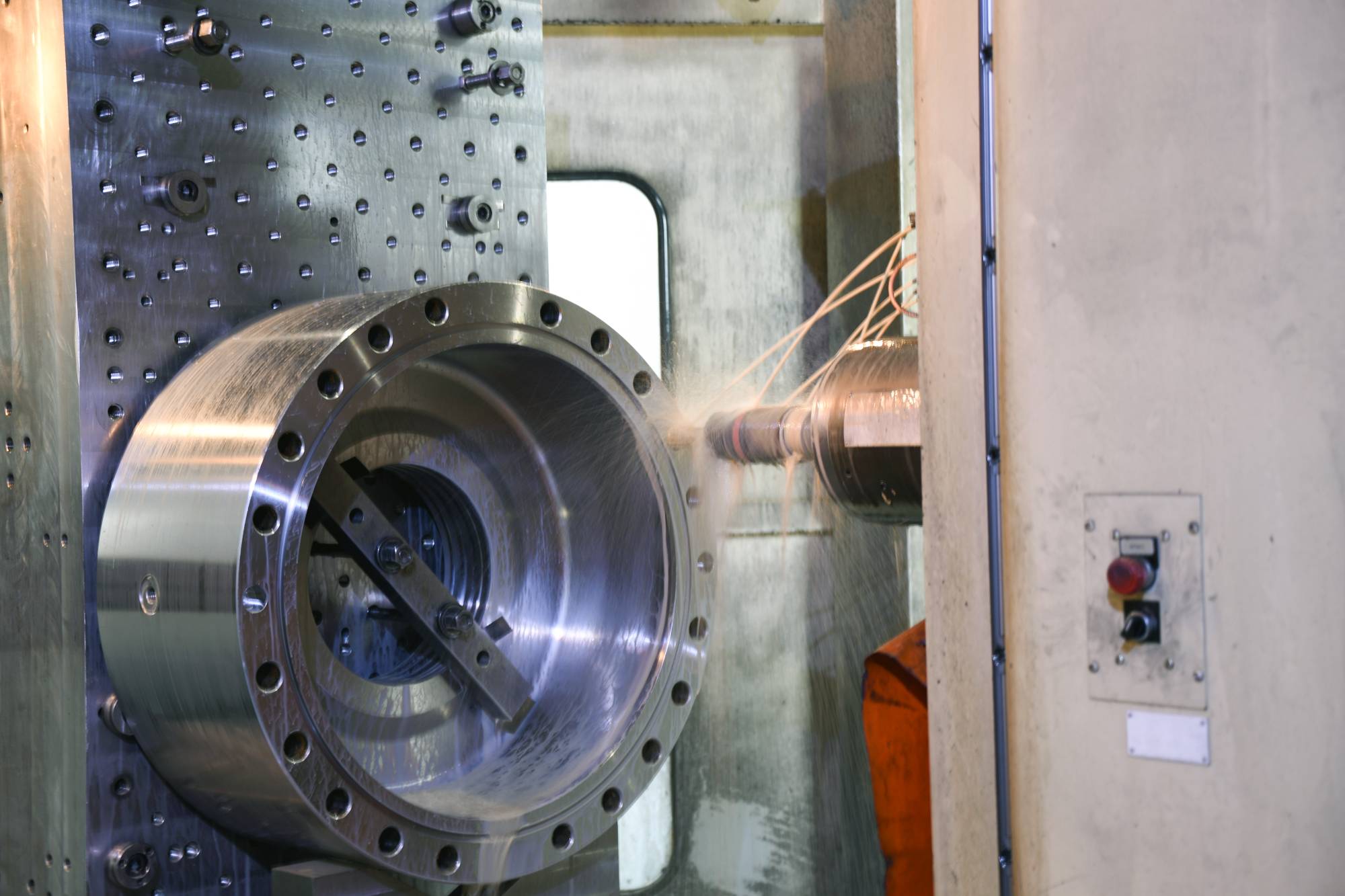
Gewindeformen in einen Spritzkolben für Spritzgießwerkzeuge: Durch den geplanten Einsatz des Softsynchro-Futters auf einer Emco Hyperturn 200 ist mit einer weiteren Standwegsteigerung zu rechnen.
Gewindeformen bis M36 gemeinsam umgesetzt (v.l.n.r.): Reinhard Meier, Anwendungstechniker bei Emuge-Franken, Bojan Stevanovic, Maschinenbediener bei der Karl Berger CNC-Maschinenbau GmbH, Inhaber Karl Berger, Schichtleiter Matthias Nussbaumer und Hans-Jürgen Donauer, Außendienstmitarbeiter bei Emuge-Franken.
Durchgängiger Einsatz
Der InnoForm Steel-M wird in Mondsee mittlerweile über das gesamte Teilespektrum eingesetzt. Zwingend wird dabei mit Kühlschmierstoff, größerem Vorbohrdurchmesser sowie exakter Kernlochbohrung gearbeitet. Zur erhöhten Prozesssicherheit trägt heute auch bei, dass mit dem InnoForm Steel-M, der dank neuartiger Geometrie und Oberflächenfinish für ein geringeres Drehmoment als die Vorgängerwerkzeuge sorgt, das Auslösen von Überlastkupplungen verhindert werden kann. Nachdem so bei Berger das Formen großer Durchmesser prozesssicher umgesetzt wurde, hat man das Werkzeug inzwischen auch über die unteren Durchmesserbereiche ausgerollt.
Damit findet der InnoForm Steel-M durchgängig von M4 bis M36 Anwendung. Dabei sind die Ergebnisse, die bei der Antriebsachse erreicht wurden, repräsentativ für andere Anwendungen des Gewindeformers. „Am Markt haben wir viele Anwendungsfälle, die diese Ergebnisse bestätigen“, betont Meier. Dass damit bei Berger aber noch nicht das Ende der Fahnenstange erreicht ist, lässt der Einsatz des Formers auf einem neuen Emco 5-Achs-Dreh-Fräszentrum erwarten. Hier ist für die Zukunft die Arbeit mit der Softsynchro-Werkzeugaufnahme von Emuge geplant, die wohl noch einmal eine Steigerung der Standmenge bringen wird.
Teilen: · · Zur Merkliste