anwenderreportage
Paul Horn S117: Supersportler zeigen Zähne
Verzahnungsprozess mit Horn-Werkzeugen optimiert: Millionen kosten sie – sogenannte Supersportwagen. Sie stehen für technische Perfektion, hohe Geschwindigkeiten und atemberaubende Fahrdynamiken. Viele einzelne Hightech-Bauteile lassen solche Highend-Sportwagen zu einer Art Gesamtkunstwerk entstehen. Eines dieser Bauteile fertigt das Unternehmen Beutlhauser aus dem bayerischen Salzweg. Für die wirtschaftliche Fertigung von Verzahnungen an Wellenteilen stellten die Experten des Präzisionsteileherstellers die Bearbeitungsstrategie um. Hohe Zeiteinsparungen, geringere Werkzeugkosten und höhere Genauigkeiten waren das Resultat. Einen der Erfolgsfaktoren stellen Verzahnungswerkzeuge der Paul Horn GmbH, in Österreich durch Wedco Tool Competence vertreten, dar.
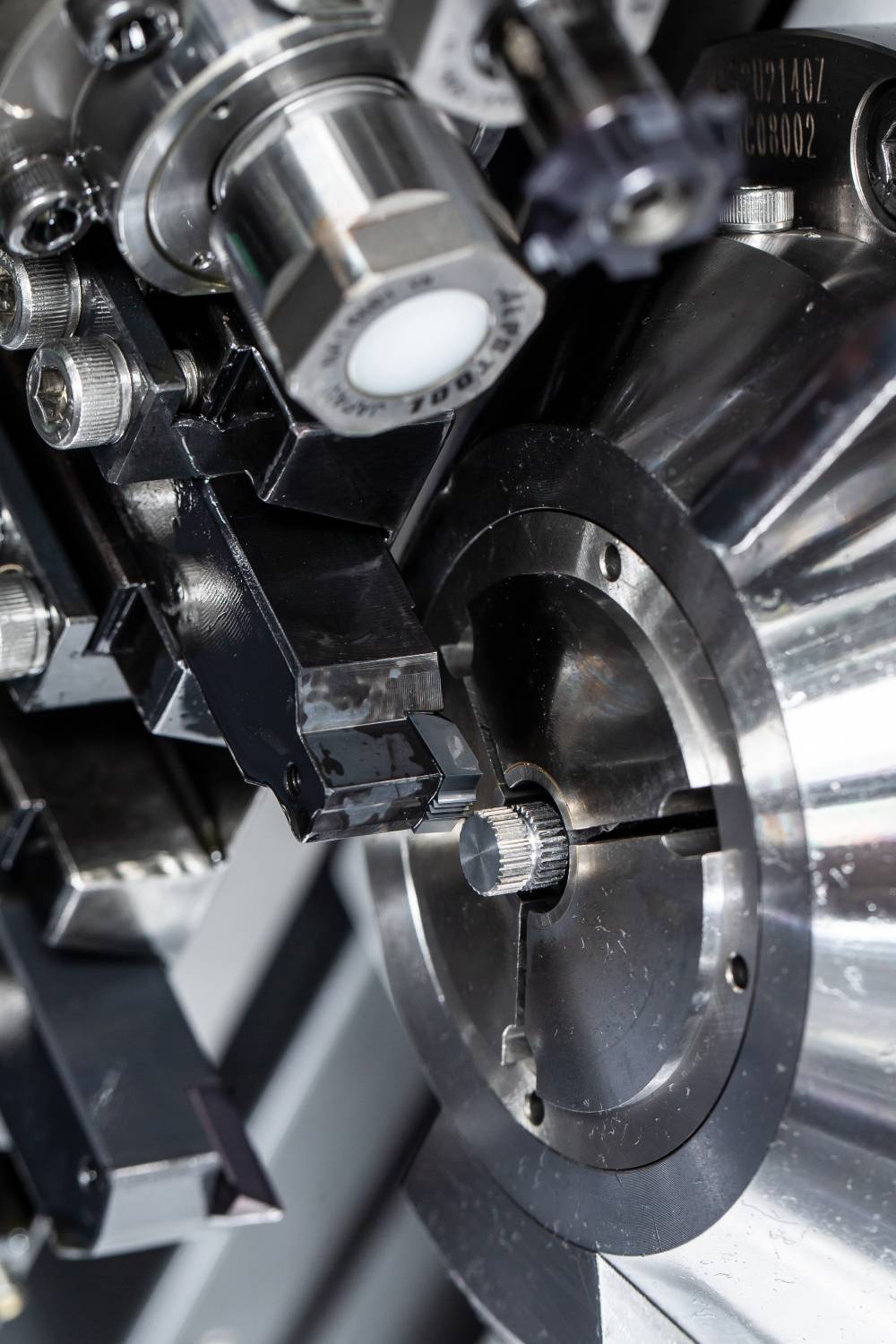
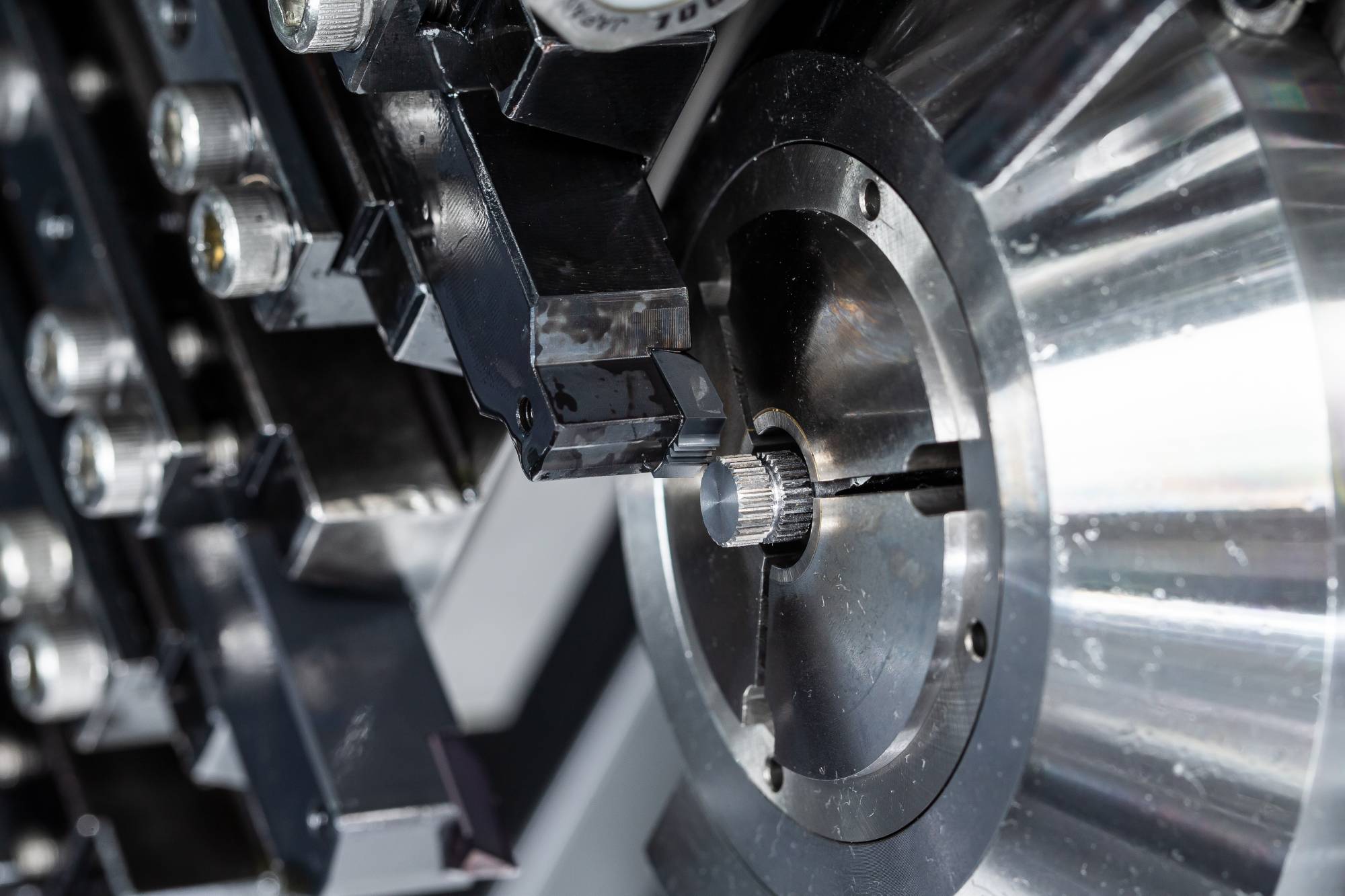
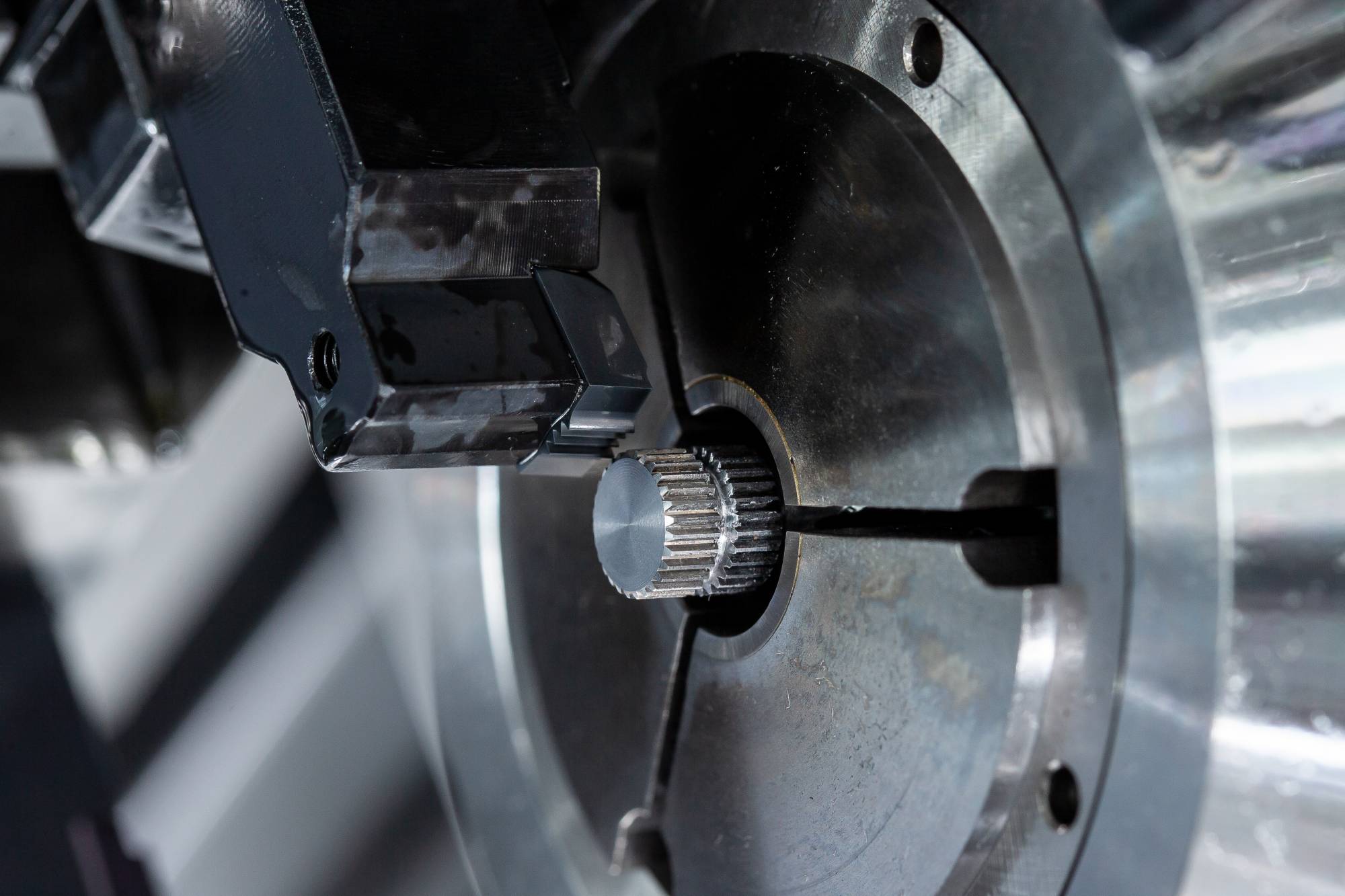
Stoßen der Verzahnung mit dem System S117 von Horn: Auf einem Citizen M32 Langdrehautomaten wird der Kopfkreisdurchmesser der Verzahnung gedreht. Die Stoßplatte der Systems S117 ist eine Sonderform und mit vier Fertigschneidern ausgeführt.

Michael Beutlhauser
technischer Geschäftsführer Beutlhauser GmbH & Co. KG
„Bei der Umsetzung des Verzahnungsprozesses stellte das Horn-Team eine hohe Problemlösungskompetenz unter Beweis. Wir sind mit der Zusammenarbeit sehr zufrieden.“
Ein Sportwagen ist ein Traum vieler Autofahrer. Mit ihnen verbindet man Emotion, Leidenschaft und Fahrspaß. Die Steigerungen sind Supersportwagen und speziell die High-Performance Supercars. In diesen Modellen steckt das komplette Know-how der Automobilhersteller und deren Zulieferer. Sie stehen für das technisch Machbare und sind vom Design bis ins kleinste Detail perfekt durchdacht und gefertigt. Egal, aus welcher Manufaktur sie stammen: Highspeed jenseits der 350 km/h Marke und hohe Querbeschleunigungen lassen das Adrenalin beim Fahrer ins Blut schießen. Der Adrenalinstoß beginnt meist schon beim Zücken der Kreditkarte im Autohaus, wenn ein siebenstelliger Betrag auf dem Kartenlesegerät erscheint.

Im Prozess stellt die Maschine das Werkzeug vor dem Werkstück an und startet mit den axialen Hubbewegungen in der Länge der Verzahnung in den vorgedrehten Freilauf, hebt ab und fährt im Freien zurück auf die Startposition.


Infos zum Anwender
Das Unternehmen Beutlhauser sieht sein Spezialgebiet in der Herstellung von metallischen Erzeugnissen: Dreh- und Frästeile, Umformungsteile, Kontakt- und Formstifte sowie Stanz- und Stanzbiegeteile. Seit dem Jahr 1993 setzen die Bayern Kundenkonzepte auf einem sehr hohen technischen Niveau um. Außer der Automotivbranche liefert Beutlhauser Bauteile und Komponenten für die Luft-und Raumfahrt, Sensortechnik, Elektrotechnik, Medizintechnik sowie für Kunden im Bereich der Schmuckherstellung.
Serienteile für die Automobilindustrie
Das Spezialgebiet von Beutlhauser ist die Herstellung von metallischen Erzeugnissen: komplexe Dreh- und Frästeile, Umformungsteile, Sensorikbauteile, Kontakt- und Formstifte sowie Stanz- und Stanzbiegeteile. Einen Schwerpunkt bildet der Bereich Automotive. „Unser Produktportfolio im Bereich Automotive umfasst Steckverbinder zur Kabelkonfektionierung, verschiedenste Dreh- und Frästeile bis hin zu Bauteilen für Sensoranwendungen“, beschreibt der technische Geschäftsführer Michael Beutlhauser.
Keine vier Räder, aber eine hohe Geschwindigkeit erreichte Beutlhauser mit seinem Team beim Umstellen des Fertigungsprozesses einer Welle für eine Stellverzahnung. Die Verzahnungen an der Welle verlangten vor der Umstellung des Prozesses vier Arbeitsschritte. „Verzahnungen wurden bei uns bisher mit veralteten Werkzeugen auf speziellen Verzahnmaschinen gefertigt. Wir hatten einen enormen Rüstaufwand und mussten die Werkstücke zu oft in die Hand nehmen – all das wollten wir verbessern“, skizziert der Geschäftsführer die Ausgangslage für das Optimierungsprojekt.
Für Lösungsvorschläge kontaktierte der stellvertretende Fertigungsleiter und Leiter der Werkzeugdisposition Marcel Kanzler seine Werkzeuglieferanten. „Wir haben einige Angebote erhalten und Versuche durchgeführt“, so Kanzler. Zusammen mit dem Fertigungsleiter beschloss er dann die Umstellung des Fertigungsverfahrens.

Horn brachte die Lösung
Den für das Expertenteam von Beutlhauser besten Lösungsvorschlag brachte Horn mit den Werkzeugsystemen S117 zum Verzahnungsstoßen und 613 zum Verzahnungsfräsen. „Wir mussten beide Verfahren anwenden, da die Schulter an der vorderen Verzahnung kein Fräsen zulässt“, sagt der zuständige Horn-Außendienstmitarbeiter Martin Weiss. Die Prozesslösung erfüllte die von Beutlhauser gewünschten Anforderungen: Fertige Bearbeitung in einer Aufspannung, eine höhere Präzision, höhere Oberflächengüten der Verzahnung und Zeiteinsparung. „Die Zeiteinsparung ist dabei enorm. Wir kommen nun pro Bauteil auf eine Bearbeitungszeit von knapp vier Minuten“, sagt Kanzler. Von dem Bauteil aus einem Vergütungsstahl fertigt die Beutlhauser GmbH & Co. KG rund 25.000 Stück pro Jahr.
Der Stoßprozess gestaltet sich wie folgt: Auf einem Citizen M32 Langdrehautomaten wird der Kopfkreisdurchmesser der Verzahnung gedreht. Die Stoßplatte der Systems S117 ist eine Sonderform und mit vier Fertigschneidern ausgeführt. Im Prozess stellt die Maschine das Werkzeug vor dem Werkstück an und startet mit den axialen Hubbewegungen in der Länge der Verzahnung in den vorgedrehten Freilauf, hebt ab und fährt im Freien zurück auf die Startposition. Die Zustellung der Einzelhübe liegt bei 0,05 mm. Nach zwölf Hüben sind durch die vierschneidige Platte 4 der 28 Zähne gefertigt. Der programmierte Vorschub liegt bei 3.000 bis 5.000 mm/min. Die Standzeit pro Schneidplatte liegt bei 500 Werkstücken. Die geforderte Oberflächengüte von Rz 10 wird eingehalten.
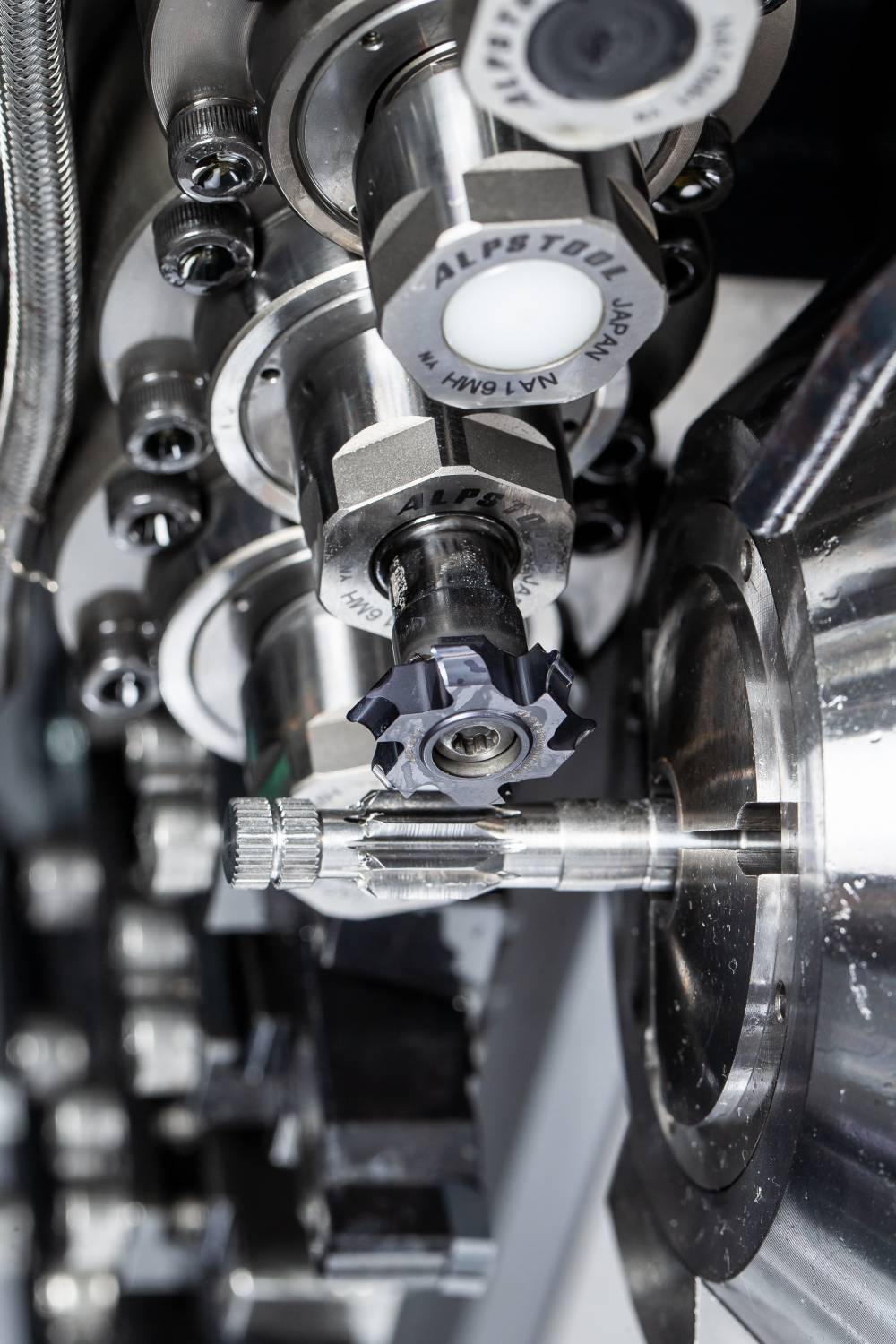
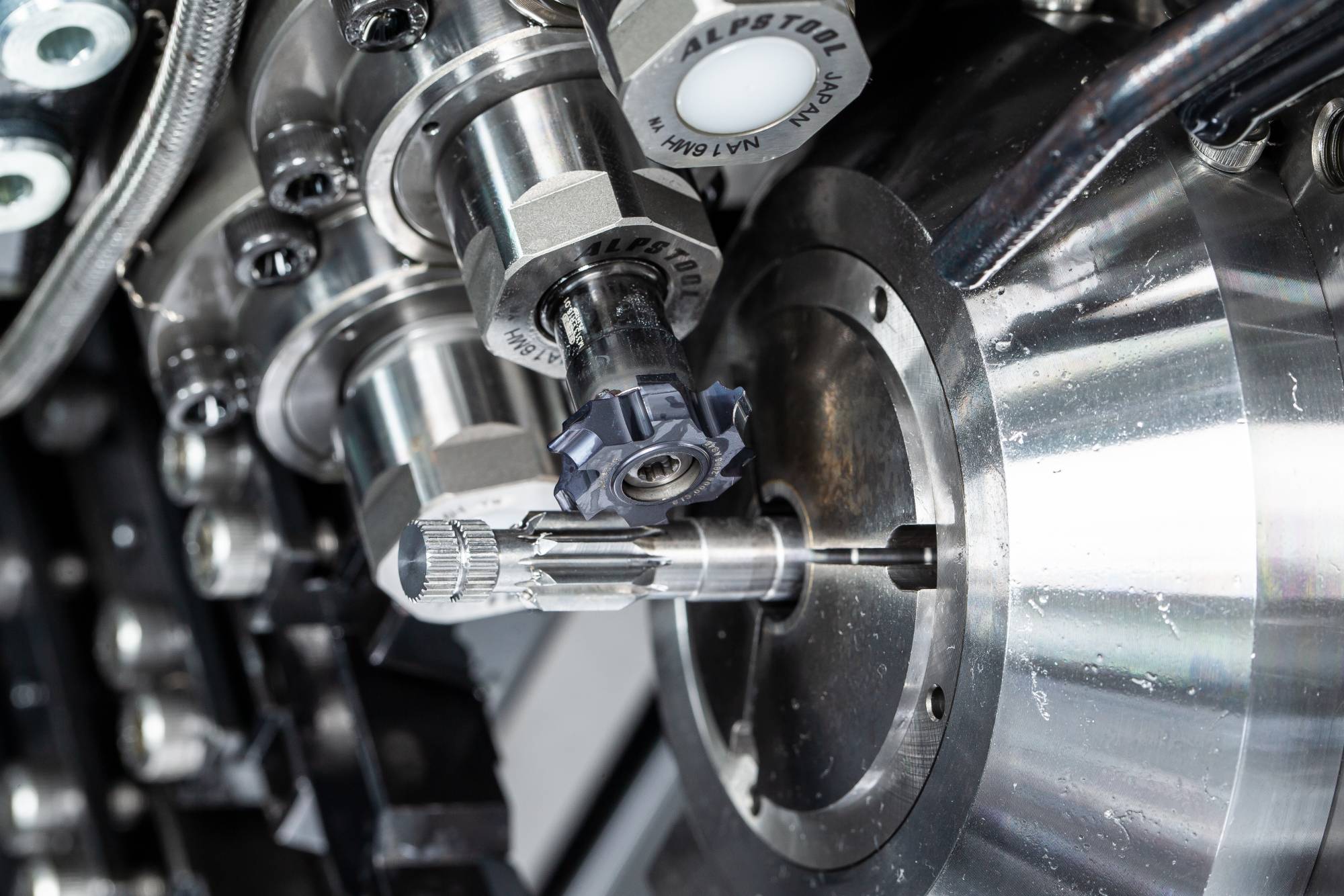
Verzahnungsfräsen mit dem System 613 von Horn: Trotz des hohen Schnittdrucks durch die sechs Zähne, bietet die Lösung eine hohe Stabilität.
Sechs Zähne trotzen dem Schnittdruck
„Horn war der einzige Werkzeughersteller, welcher uns die Fräswerkzeuge mit sechs Zähnen angeboten hat. Andere Hersteller haben uns aufgrund des hohen Schnittdrucks nur Werkzeuge mit drei Zähnen empfohlen“, verdeutlicht Kanzler die Entscheidung für den Tübinger Zerspanungspezialisten. Die Werkzeuge von Horn weisen, trotz des hohen Schnittdrucks durch die sechs Zähne, eine hohe Stabilität auf. „Diese Werkzeugauslegung bietet eine höhere Fräsleistung und die Möglichkeit, deutlich höhere Schnittgeschwindigkeiten zu fahren“, ergänzt Weiss. Die Zirkular-Fräsplatte des Typs 613 erreicht eine Standzeit von 1.000 Werkstücken. Das Evolventenprofil der Schneiden ist präzisionsgeschliffen. Die Schnittgeschwindigkeit liegt bei vc = 310 m/min und der Vorschub ist mit 600 mm/min programmiert. Das Werkzeug fräst jeden der acht Zähne der Verzahnung auf die volle Tiefe von 2,1 mm in einem Zug. Die Fräsrichtung erfolgt im Gegenlauf.

Die Werkzeugauslegung des Fräswerkzeugs mit sechs Zähnen bietet eine höhere Fräsleistung und die Möglichkeit, deutlich höhere Schnittgeschwindigkeiten zu fahren.

(v.l.n.r.): Eine erfolgreiche Umstellung des Verzahnprozesses ermöglichten Marcel Kanzler, Michael Beutlhauser, Martin Weiss und Johannes Weidner (Horn).
Breites Horn-Verzahnungsprogramm
Das Produktportfolio von Horn umfasst ein breites Werkzeugprogramm zur Herstellung von unterschiedlichen Verzahnungsgeometrien mit Modul 0,5 bis Modul 30. Ob Verzahnungen an Stirnrädern, Welle-Nabe-Verbindungen, Schneckenwellen, Kegelrädern, Ritzeln oder an kundenspezifischen Profilen, alle diese Zahnprofile lassen sich mit den Werkzeugen zum Fräsen oder Nutstoßen äußerst wirtschaftlich herstellen. „Einen weiteren Beweis der hohen Kompetenz beim Verzahnen bietet das Produktprogramm Wälzschälen. Das Verfahren ist seit über 100 Jahren bekannt. Eine breitere Anwendung findet es aber erst, seit Bearbeitungszentren und Universalmaschinen mit voll synchronisierten Spindeln und verfahrensoptimierter Software die Anwendung dieser hochkomplexen Technologie ermöglichen“, hebt Martin Weiss hervor.
Die Partnerschaft zwischen Beutlhauser und Horn besteht erst seit knapp zwei Jahren. Bisher kamen Horn-Werkzeuge eher in Standardanwendungen zum Einsatz. „Bei der Umsetzung des Verzahnungsprozesses stellte das Horn-Team eine hohe Problemlösungskompetenz unter Beweis. Wir sind mit der Zusammenarbeit sehr zufrieden“, stellt Michael Beutlhauser abschließend fest.
Teilen: · · Zur Merkliste