anwenderreportage
Mountainbike-Spezialist Nicolai setzt auf MegaAlu-Fräser von Iscar
Nicolai ist in der Mountainbike-Szene eine feste Größe und steht für innovative Technik und solide Bikes. Seit Anfang des Jahres setzt das Unternehmen beim Schlichten und Schruppen von Rahmenkomponenten die MegaAlu VHM-Hochleistungs-Schaftfräser von Iscar ein. Damit können die Zweirad-Spezialisten die Bearbeitungszeit fast halbieren, die Oberflächengüten sichtbar verbessern und die Produktivität steigern.
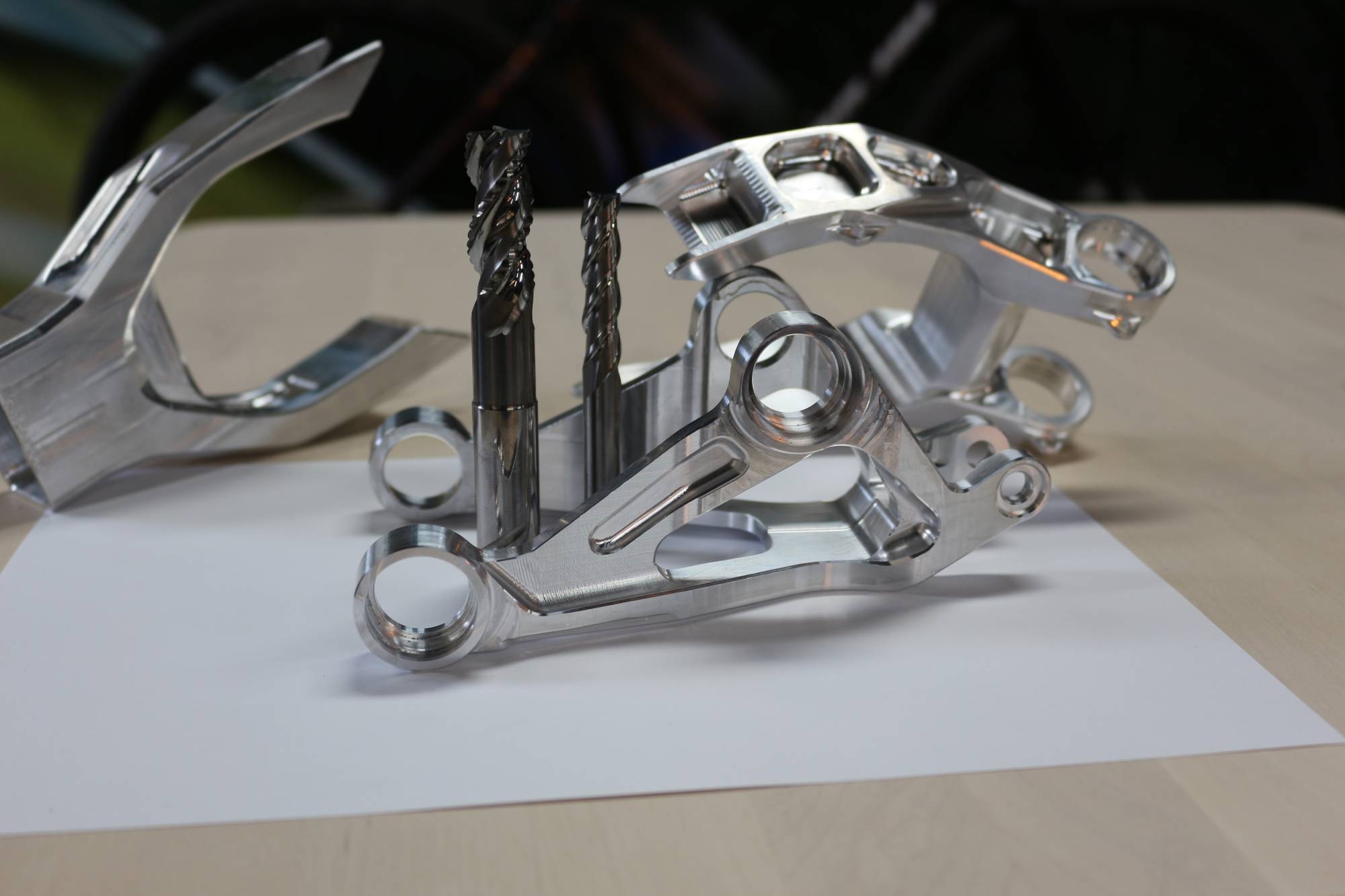
Mit den MegaAlu-Fräsern von Iscar fertigt Nicolai den Huf sowie den Umlenkhebel prozesssicher, erzielt dabei Top-Oberflächengüten und spart Zeit.
Shortcut
Aufgabenstellung: Fräsen von Aluminium-Komponenten für Mountainbikes.
Werkstoff: Alu-Knetlegierung 3.4335
Lösung: Schlicht- und Schruppfräser aus Iscars MegaAlu-Serie.
Nutzen: Bearbeitungszeit verkürzt; Oberflächengüte verbessert; Produktivität gesteigert; höhere Prozesssicherheit.
Als sich Karlheinz Nicolai 1995 seinen Traum vom eigenen Mountainbike-Unternehmen erfüllte, startete er die Rahmenfertigung in einer Garage und mit zwei Schweißern. Inzwischen ist Nicolai auf 35 Mitarbeiter gewachsen und in eine größere Location umgezogen. In ländlicher Umgebung – im beschaulichen Mehle in Niedersachsen –, eingebettet in Felder, Wiesen und Berge, fertigt die Nicolai GmbH auf 2.000 Quadratmeter pro Jahr circa 1.200 Mountainbikes mit und ohne Elektromotor für ambitionierte Sportler, Szenekundschaft und Alltagsradler weltweit. Neben der Fahrradproduktion bietet das Unternehmen Entwicklungsdienstleistungen und erwirtschaftet so einen Umsatz von jährlich rund sechs Millionen Euro.
„Wir legen großen Wert auf hochwertige Komponenten“, unterstreicht Markus Schmidt, Betriebsleiter bei Nicolai. Der Rahmenbau und die Produktion der dazugehörigen Komponenten findet komplett im eigenen Haus statt. „Was wir nicht selbst herstellen, beziehen wir möglichst von Partnern in Deutschland und der EU“, führt er weiter aus. Um die Bikes möglichst leicht zu halten, fertigt das Unternehmen ausschließlich in Aluminium. „Dabei ist weniger die erzielte Oberflächenqualität die Herausforderung als vielmehr die Komplexität der Bauteile. Diese ist notwendig, um die Schweißarbeit zu reduzieren“, erklärt Schmidt. Und die Fertigung einer dieser komplexeren Komponenten bot Optimierungspotenzial. Beim Schlichten eines sogenannten Hufs aus der Alu-Knetlegierung 3.4335, der bei Modellen ohne Federung das Heck aufnimmt, setzte Nicolai bisher einen Standard-Aluminiumfräser eines Iscar-Mitbewerbers ein. „Um das gewünschte Ergebnis zu erzielen, mussten wir fünf Schnitte mit unterschiedlichen Schnitttiefen fahren“, erinnert sich Schmidt. „Die Oberfläche war ok, aber das Konturschlichten dauerte satte 96 Sekunden.“

Der Umlenkhebel steuert bei gefederten Bikes den Hinterraddämpfer an. So steif wie nötig, so leicht wie möglich, lautet hierbei die Devise. (Bild: Nicolai)

Markus Schmidt
Betriebsleiter bei Nicolai
„Die Iscar-Werkzeuge haben unsere Erwartungen voll erfüllt und sind ein echter Zugewinn. Sie haben uns in kritischen Situationen nach vorn gebracht.“
Ein Fall für MegaAlu
Bei einem der regelmäßigen Besuche von Sven Zimmer, Anwendungstechnik und Beratung bei Iscar, kam auch der Huf zur Sprache, den Nicolai etwa bei der Hälfte seiner Fahrräder verbaut und dementsprechend oft auf der Maschine hat. „Ich habe mir die Teile angeschaut und war mir gleich sicher, dass das ein Fall für einen Fräser aus unserem MegaAlu-Programm ist“, erzählt Zimmer. Er holte mit Thomas Mertel, Produktspezialist VHM-Werkzeuge bei Iscar, noch den Experten für Vollhartmetall-Aluminiumfräser ins Boot.
Die VHM-Fräser der MegaAlu-Familie ermöglichen ein hohes Zeitspanvolumen sowie Top-Oberflächengüten und reduzieren gleichzeitig die Durchlaufzeiten. Sie eignen sich für Bearbeitungstiefen von bis zu 6xD. „Die dreischneidigen Fräser besitzen eine ungleiche Teilung und sind deswegen vibrationsfrei. Hochglanzpolierte Spanräume verringern die Geräuschentwicklung und Aufbauschneidenbildung. Asymmetrische Spanbrecher sorgen für eine hervorragende Kontrolle bei der Spanevakuierung. Eine zentrale Kühlmittelbohrung führt auch in tiefen Kavitäten zu einer optimalen Späneabfuhr und einer hervorragender Temperaturkontrolle“, so Mertel. „Die spezielle Geometrie in Verbindung mit einer besonderen Schleiftechnik und einem widerstandsfähigen Substrat macht die Fräser besonders robust.“

Im direkten Vergleich sticht die deutlich bessere Oberflächenqualität direkt ins Auge. Wichtiger ist aber noch die immense Zeitersparnis beim Konturschlichten.
Bessere Oberfläche bei kürzerer Bearbeitungszeit
„Gemeinsam suchten wir das passende Versuchswerkzeug aus, buchten einen Termin für Tests bei Nicolai und fuhren das Werkzeug auch gleich ein, um dem Kunden die ersten Schritte abzunehmen“, erzählt Zimmer. Dabei zeigte sich schnell: Der MegaAlu-Fräser mit einem Durchmesser von zehn Millimetern und einer Schneidenlänge von 30 Millimetern ist die richtige Wahl für diese Aufgabe. Das Hauptaugenmerk lag auf der Zeitersparnis und der Oberflächengüte. Die in der Industrie sonst wichtige Standzeit spielt bei Nicolai nur eine untergeordnete Rolle. „Ich habe noch nie ein VHM-Werkzeug weggeschmissen, weil es verschlissen war“, erzählt Schmidt.
Mit dem MegaAlu kann Nicolai den Huf in einem Zug schlichten und dank des stabilen Laufs auch die Schnittwerte hochdrehen. Jetzt sind Schnitttiefen von 31 Millimetern bei einem Vorschub pro Zahn von 0,07 Millimetern möglich. „Wir erreichen nicht nur eine deutlich bessere Oberfläche ohne optische Fehler, sondern können auch das Zeitspanvolumen von 3,6 auf 6,2 Kubikzentimeter pro Minute fast verdoppeln und die Bearbeitungszeit bei diesem Arbeitsschritt nahezu halbieren“, freut sich Schmidt. „Wir brauchen jetzt nur noch 54 Sekunden pro Bauteil.“ Nicolai nutzt den 10er-Fräser seitdem fürs Konturschlichten, hat in der Zwischenzeit aber noch weitere Anwendungsfelder für die Werkzeugserie gefunden: Ein MegaAlu Power-Fräser ermöglicht sichere Prozesse beim Konturschruppen des Umlenkhebels.

Die VHM-Fräser aus Iscars MegaAlu-Familie ermöglichen ein hohes Zeitspanvolumen sowie Top-Oberflächengüten bei gleichzeitiger Reduzierung der Durchlaufzeiten.

Der MegaAlu Power-Fräser sorgt für Prozesssicherheit beim Konturschruppen des Umlenkhebels.
Infos zum Anwender
In Mehle in Niedersachsen fertigt die Nicolai GmbH auf 2.000 m² pro Jahr circa 1.200 Mountainbikes mit und ohne Elektromotor für ambitionierte Sportler, Szenekundschaft und Alltagsradler weltweit. Neben der Fahrradproduktion bietet das Unternehmen Entwicklungsdienstleistungen und erwirtschaftet so einen Umsatz von jährlich rund sechs Millionen Euro.
Weichschneidender Schrupper als Problemlöser
Der Umlenkhebel steuert bei gefederten Bikes den Hinterraddämpfer an. „So steif wie nötig, so leicht wie möglich, lautet hierbei die Devise“, erklärt Schmidt. „Deshalb haben wir den Umlenkhebel mit Hilfe einer Spezialsoftware topologieoptimiert und genau berechnet, wo wir wie viel Material benötigen, um den hohen Kräften zu begegnen.“ Denn die Komponente ist im Einsatz hochbelastet. „In einer normalen 6.000er-Legierung ausgeführt, würde das Teil einfach zusammenklappen“, verdeutlicht der Betriebsleiter. Damit es stabil genug für die auftretenden Kräfte ist, fertigt Nicolai es aus einer speziellen Alulegierung, die nicht ganz einfach zu bearbeiten ist. Knackpunkt war hierbei vor allem die dynamische, aber wenig steife Maschine und die Spannung. Das Werkstück wird in einer um 360 Grad drehbaren Achse, ähnlich einer Drehspindel, gespannt. Diese hat aber keine mechanische Klemmung – sie wird nur durch den Servomotor in Position gehalten.
„Bearbeiteten wir die Außenkontur großer Teile mit hohem Vorschub, konnte es zu Positionsfehlern kommen“, beschreibt Schmidt. „Das bisher verwendete Werkzeug hat die Achse im µ-Bereich verschoben, da die Kräfte des Fräsens größer waren als die Haltekräfte des Servomotors. Das hat die Maschine bemerkt und gestoppt.“ Um das in den Griff zu bekommen, experimentierte Schmidt schon länger mit verschiedenen vorhandenen Werkzeugen. Er kam aber nicht zu einem zufriedenstellenden Ergebnis, bis er den Schupper einsetzte, den ihm die Iscar-Leute zum „mal an passender Stelle ausprobieren“ gegeben hatten. „Dabei handelt es sich um einen 16-Millimeter-Fräser aus der MegaAlu Power-Serie, der über eine eigens fürs Schruppen entwickelte Geometrie verfügt“, erklärt Mertel. Diese schneidet extrem weich und vibriert kaum. Die entstehenden Späne sind einfach zu evakuieren. „Ich habe nur das Werkzeug getauscht, fuhr dasselbe Programm und der Fehler tauchte nicht mehr auf“, erzählt Schmidt. „Weil der Schrupper weicher schneidet, bringt er weniger Drehmoment auf das Bauteil und die Maschine geht nicht mehr auf Störung.“ Damit kann Nicolai die Komponente jetzt prozesssicher über die gesamte Charge fertigen.

Markus Schmidt, Betriebsleiter bei Nicolai, und Thomas Mertel, Produktspezialist VHM-Werkzeuge bei Iscar, besprechen den Einsatz der Werkzeuge.

Freuen sich über die guten Ergebnisse, die Nicolai mit den MegaAlu-Fräsern erzielt (v.l.n.r.): Thomas Mertel, Produktspezialist VHM-Werkzeuge bei Iscar, Markus Schmidt, Betriebsleiter bei Nicolai, und Sven Zimmer, Anwendungstechnik und Beratung bei Iscar.

Der Umlenkhebel ist im Einsatz hochbelastet. Er muss großen Kräften begegnen und trotzdem leicht sein. (Bild: Nicolai)
Erwartungen voll erfüllt
Nicolai setzt die MegaAlu-Fräser jetzt seit einem guten Jahr ein und ist sehr zufrieden damit. „Die Werkzeuge haben unsere Erwartungen voll erfüllt und sind ein echter Zugewinn“, lobt Schmidt. „Sie haben uns in kritischen Situationen – bei problematischen Bauteilgeometrien und schwierigen Aufspannungen, die vorher nicht möglich waren – nach vorn gebracht. Die Werkzeuge erlauben uns, die Komponenten in der von uns gewünschten Qualität herzustellen.“ Auch die Zusammenarbeit mit Iscar überzeugt: „Das war wieder super und sehr professionell. Das Iscar-Team hat sich sehr gut und schnell um uns und unsere Anliegen gekümmert.“
Teilen: · · Zur Merkliste