anwenderreportage
Iscar LOGIQ 3 CHAM: Dreischneidiges Wechselkopfbohrsystem setzt neuen Benchmark
Metallbearbeitung von Guss hat in Steyr Tradition. Die heutige Gienanth Steyr MBA GmbH ist auf die Zerspanung von hochpräzisen Eisengusskomponenten in klein- und mittelgroßen Serien spezialisiert. Prozesssicherheit, Qualität und vor allem möglichst hohe Produktivität sind wesentlich, um sich am Weltmarkt behaupten zu können. Neben entsprechendem Know-how setzt man auf innovative Werkzeugpartner wie Iscar, die mit dem neuen Wechselkopfbohrsystem einen neuen Benchmark im Hochleistungsbohren von GGG40 gesetzt haben. Von Ing. Robert Fraunberger, x-technik
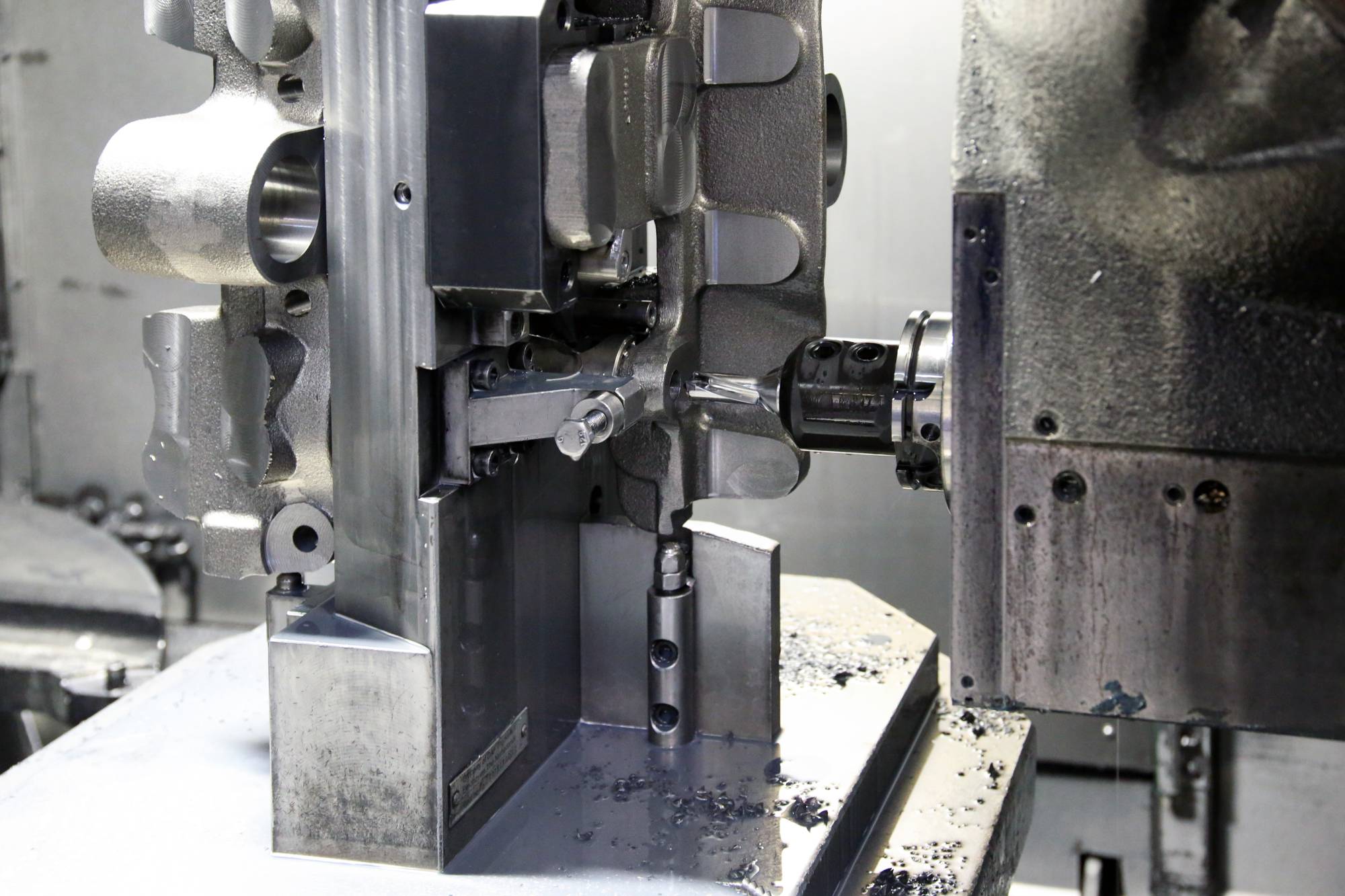
Der LOGIQ 3 CHAM Ø 18,0 mm mit 1,5xD von Iscar erreicht bei der Zerspanung von GGG40 eine Schnittgeschwindigkeit von 120 m/min sowie einen Vorschub von 0,8 mm pro Umdrehung.
LOGIQ 3 CHAM im Überblick
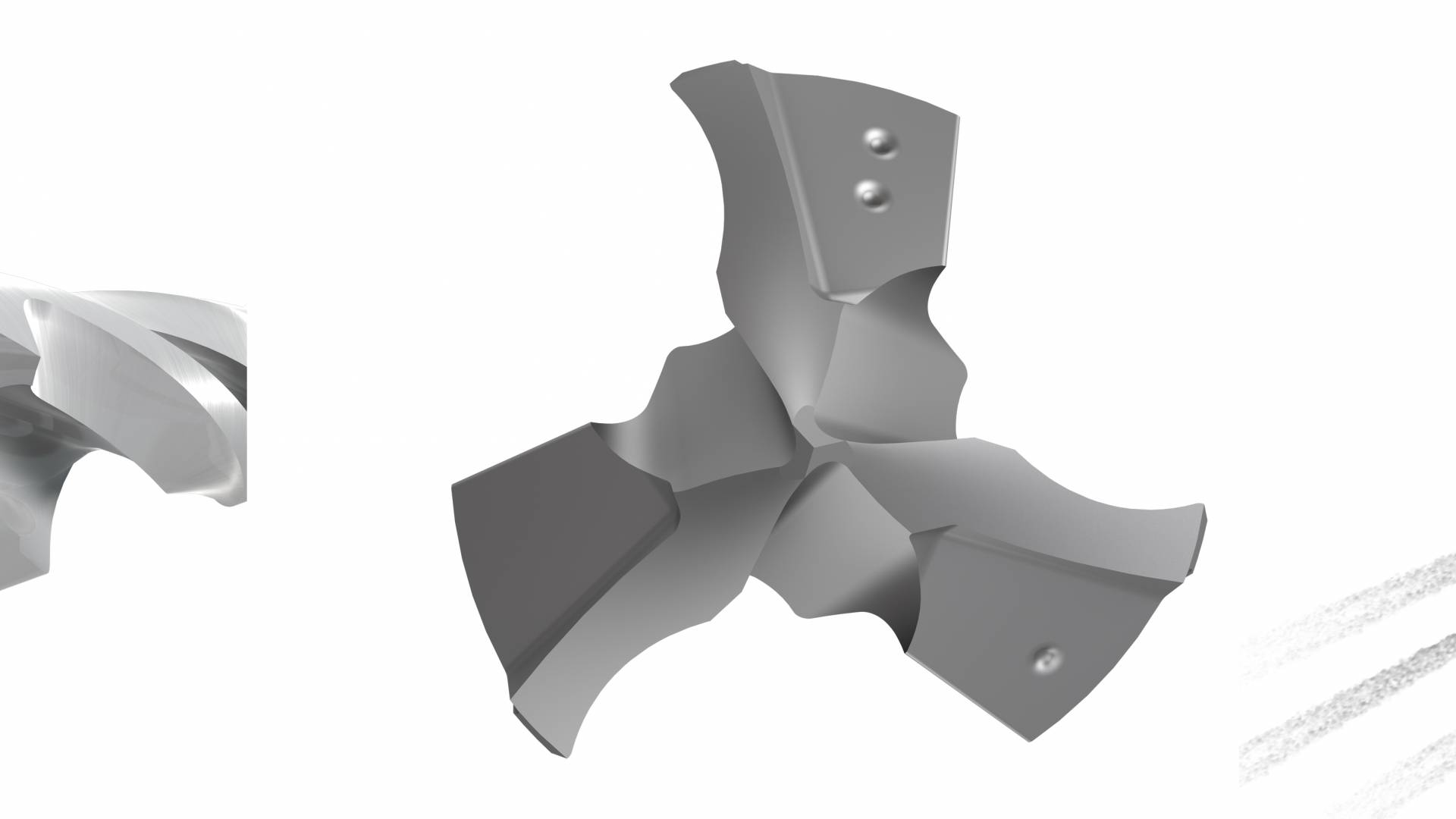
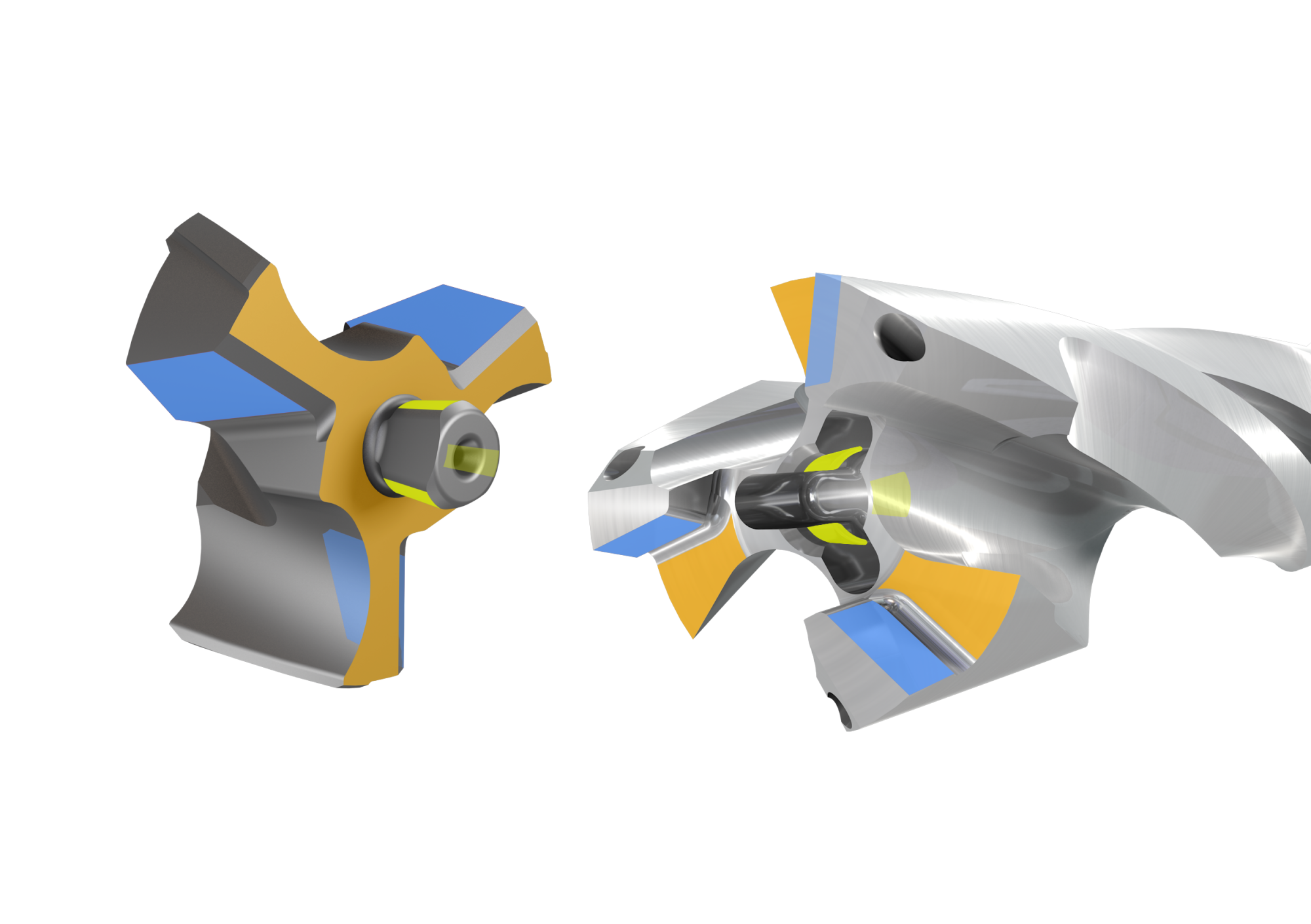
Im Vergleich zu konventionellen Bohrwerkzeugen mit zwei Schneiden erlaubt LOGIQ 3 CHAM um bis zu 100 Prozent höhere Vorschubwerte. Iscar konzipierte das Bohrkopf-Zentrum mit den drei spitz zulaufenden Schneiden im Hinblick auf eine gute Zentrierfähigkeit bei möglichst hoher Stabilität. Daraus resultieren geringe Axialkräfte und Drehmomentwerte während des Anbohrens sowie eine hervorragende Eigenzentrierfähigkeit – selbst unter schwierigen Einsatzbedingungen. Auf die LOGIQ 3 CHAM-Bohrkörper lassen sich zehn verschiedene Bohrkopfdurchmesser montieren. Diese Auslegung bietet dem Anwender nicht nur Flexibilität, sondern auch geringe Lagerhaltungskosten.
Eisenguss hat an den drei Standorten der Gienanth-Gruppe in Eisenberg (D), Fronberg (D) sowie im oberösterreichischen Steyr eine lange Tradition. Durch die Jahrhunderte waren und sind die Werke von entscheidender Bedeutung für die jeweiligen Regionen.
Die Ursprünge der heutigen Gienanth Steyr Guss GmbH sowie Gienanth Steyr MBA GmbH liegen in der Unternehmung der Daimler-Steyr-Puch AG. Nach diversen Modernisierungen und Qualifizierungen wurde im Jahr 1990 die hausinterne Metallbearbeitungsgesellschaft gegründet, welche bis heute hochpräzise Eisengusskomponenten in klein- und mittelgroßen Serien einbaufertig für den Endkunden herstellt. Im Jahr 2009 kam außerdem eine Gesellschaft zur Gussnachbearbeitung in Kaplice (CZ) hinzu. Alle drei Gesellschaften wurden im Jahr 2018 von Gienanth übernommen.
Bei der Bearbeitung eines Lkw-Achsträgers in GGG40 konnte Gienanth mit dem dreischneidigen LOGIQ 3 CHAM eine Verdoppelung des Zerspanungsvolumens erreichen. Pro Bauteil sparen die Steyrer damit 14 Sekunden (Anm.: Ø 18,0 mm, sechs Bohrungen mit 31 mm Bohrtiefe).
Shortcut
Aufgabenstellung: Produktivitätssteigerung von Bohrprozessen in Guss.
Material: GGG40, GGG60
Lösung: Dreischneidiges Wechselkopfbohrsystem LOGIQ 3 CHAM von Iscar.
Nutzen: Verdoppelung der Produktivität; hohe Prozesssicherheit; hohe Standzeit; Reduktion der Nebenzeiten.
Kompetenter Partner im Bereich Eisenguss
Gienanth in Steyr bietet seinen Kunden maßgeschneiderte Lösungen – von der Konstruktionsberatung über die 3D-Gießsimulationen bis zum mechanisch bearbeiteten Fertigteil. „Unsere langjährige Erfahrung, Kompetenz und Leidenschaft für Metallguss ist Garant für die optimale Umsetzung der Aufträge. Wir begleiten unsere Kunden in allen Phasen, von der Idee über die Konzeption und Ausgestaltung bis hin zum Guss und dessen Nachbehandlung. Auf Wunsch liefern wir die gemeinsam optimierte und einbaufertige Produktlösung 'Just-in-Sequence'“, fasst Gerhard Gärtner, Geschäftsführer der Gienanth Steyr MBA GmbH, das Leistungsspektrum zusammen.
Der hochmoderne Schmelzbetrieb in Steyr hat eine Jahreskapazität von bis zu 48.000 Tonnen Flüssigeisen. Als Basismaterial verwendet man Roheisen, Stahlschrott, Gussbruch und Kreislaufmaterial. Daraus werden Bauteile mit bis zu 50 kg Stückgewicht im Maschinenformgussverfahren produziert. „Zu unseren Kunden zählen neben der Maschinenbauindustrie die bedeutendsten Baumaschinen-, Landmaschinen- und Nutzfahrzeug- sowie Eisenbahnhersteller“, so Gärtner weiter. Dabei hat man sich vor allem auf die Herstellung von Sicherheitsteilen bzw. dokumentationspflichtigen Bauteilen wie Planetenträger, Gelenkgehäuse, Lenkungsböcke, Motorträger, Lagerböcke, Hydraulikgehäuse, Federböcke oder Rotoren spezialisiert. Die aktuelle Krise habe man bisher „relativ“ gut überstanden – durch kurzfristige Kundenbestellungen konnte man im Bereich Metallbearbeitung sogar sechs neue Mitarbeiter einstellen.

Beim LOGIQ 3 CHAM von Iscar kommt der PVD-TiAIN beschichtete Schneidstoff IC908 zum Einsatz. Dieser ist hochverschleißfest, zäh und erlaubt lange Standzeiten. Alle Bohrkörpervarianten besitzen eine innere Kühlmittelzufuhr an jeder Schneide sowie große, polierte Spankammern, die durch variable Spiralwinkel den Spanfluss zusätzlich verbessern.
Mechanische Bearbeitung als wichtiger Baustein
Für die mechanische Bearbeitung der Gusskomponenten ist die Gienanth Steyr MBA GmbH verantwortlich. Der Maschinenpark umfasst diverse 5-Achs-Bearbeitungszentren, CNC-Drehmaschinen sowie Räummaschinen, die teilweise automatisiert kleine und mittlere Stückzahlen bis hin zur kompletten Baugruppe einbaufertig bearbeiten. „Da wir es zumeist mit Serien zwischen 20 bis 1.000 Stück zu tun haben, ist bei uns Prozesssicherheit und Wirtschaftlichkeit der Bearbeitung ein wichtiges Kriterium, damit wir unsere Teile auch dreischichtig ohne Bedenken fertigen können. Aber auch eine möglichst hohe Produktivität spielt eine gewichtige Rolle, um am globalen Markt bestehen zu können“, bringt sich Herbert Fürschuß, zuständig für die Arbeitsvorbereitung, ein.
Daher werden bei Gienanth die Zerspanungsprozesse immer wieder unter die Lupe genommen. „Gerade in der Serienbearbeitung ist ein auf den Prozess optimiertes Zerspanungswerkzeug ein Schlüssel für bestmögliche Wirtschaftlichkeit. Aufgrund der hohen Innovationskraft, kurzer Lieferzeiten, ausgezeichnetem Service sowie kompetenter Beratung setzten wir hier sehr oft auf die Zusammenarbeit mit Iscar“, so der gelernte Zerspanungstechniker weiter.
Gienanth Steyr MBA ist bekannt für höchste Qualität in der Gussbearbeitung. Ein klimatisierter, hochmoderner Messraum sorgt für die nötige Dokumentation.

Gerhard Gärtner
Geschäftsführer der Gienanth Steyr MBA GmbH
„Für uns sind zuverlässige und innovative Lieferanten wie Iscar sehr wichtig, um uns ständig am Limit bewegen zu können. Nur so ist es möglich, am Standort Steyr produktiv und wirtschaftlich Gussteile zu produzieren.“
Benchmark im Wechselkopfbohren
Die von Fürschuß erwähnte hohe Innovationskraft zeigt Iscar aktuell mit seinen LOGIQ-Produkten. „Der Schwerpunkt liegt darauf, den Kunden leistungsstarke Präzisionswerkzeuge zu bieten, die die steigenden Anforderungen nach wirtschaftlicher und produktiver Zerspanung in Zeiten einer digitalen Fertigung erfüllen. Themen wie Hochvorschub, Anti-Vibration, effektive Kühlung, stabile Klemmung, Reduktion von Nebenzeiten sowie höchste Prozesssicherheit spielen dabei eine wesentliche Rolle“, weiß Thomas Wohlmuthseder, Key Account Manager bei Iscar Austria.
Ein Highlight der LOGIQ-Serie stellt das dreischneidige Wechselkopfbohrsystem LOGIQ 3 CHAM zum Hochleistungsbohren dar. Modulare Wechselkopfbohrsysteme mit zwei Schneiden sind seit vielen Jahren die probate Lösung für Hochleistungs-Bohrprozesse. Aus dem Hause Iscar stammen mit CHAMDRILL und SUMOCHAM zwei erfolgreiche und bewährte Vertreter dieser Werkzeugart. Und da Gienanth laut Thomas Wohlmuthseder ein absoluter Benchmark für den Einsatz von Wechselkopf-Bohrsystemen der unterschiedlichsten Hersteller bei der Gussbearbeitung ist, war es für den Iscar-Techniker klar, dass die Steyrer Gussbearbeitungsspezialisten auch den neuen Dreischneider auf Herz und Nieren testen sollten.

Sowohl für Herbert Fürschuß (links) als auch Thomas Wohlmuthseder ist eine direkte Kommunikation sehr wichtig. Aufgrund der guten Zusammenarbeit sowie der hohen Innovationskraft ist Iscar der wichtigste Werkzeuglieferant von Gienanth Steyr MBA.
Vorteile liegen auf der Hand
Und das tat Herbert Fürschuß auch, da für ihn die Vorteile des Bohrens mit Wechselkopf-Bohrsystemen gegenüber herkömmlichen VHM-Bohrern klar auf der Hand liegen: „Hauptausschlaggebend ist für uns vor allem eine entsprechende Laufzeitreduktion und damit die Erhöhung der Produktivität pro Bauteil. Darüber hinaus ist auch die Reduktion von Nebenzeiten, durch den schnellen und absolut fehlerfreien Tausch des Bohrkopfes, nicht zu verachten. Somit ist auch eine stets konstante Stabilität der Bearbeitung gewährleistet.“ Auch Nachschleifprozesse durch externe Dienstleister entfallen damit.
Getestet hat er den LOGIQ 3 CHAM sowohl in GGG40 als auch GGG60. Bei der Bearbeitung von GGG40 konnte der LOGIQ 3 CHAM auf Anhieb mit einer deutlichen Erhöhung von Schnittgeschwindigkeit und Vorschub sowie einer langen Standzeit überzeugen und wurde seitens Gienanth auch übernommen. Für die Bearbeitung von GGG60 sei der neue Dreischneider zwar grundsätzlich geeignet, aufgrund der erschwerten Werkstoffparameter spielen hier aber Faktoren wie die Leistungsdaten der Werkzeugmaschine, die Art des Bauteils sowie eine möglichst stabile Spannsituation eine wichtige Rolle. „Aufgrund unseres bestehenden Fertigungsprozesses haben wir deshalb in GGG60 nach wie vor den zweischneidigen SUMOCHAM im Einsatz“, begründet Fürschuß.
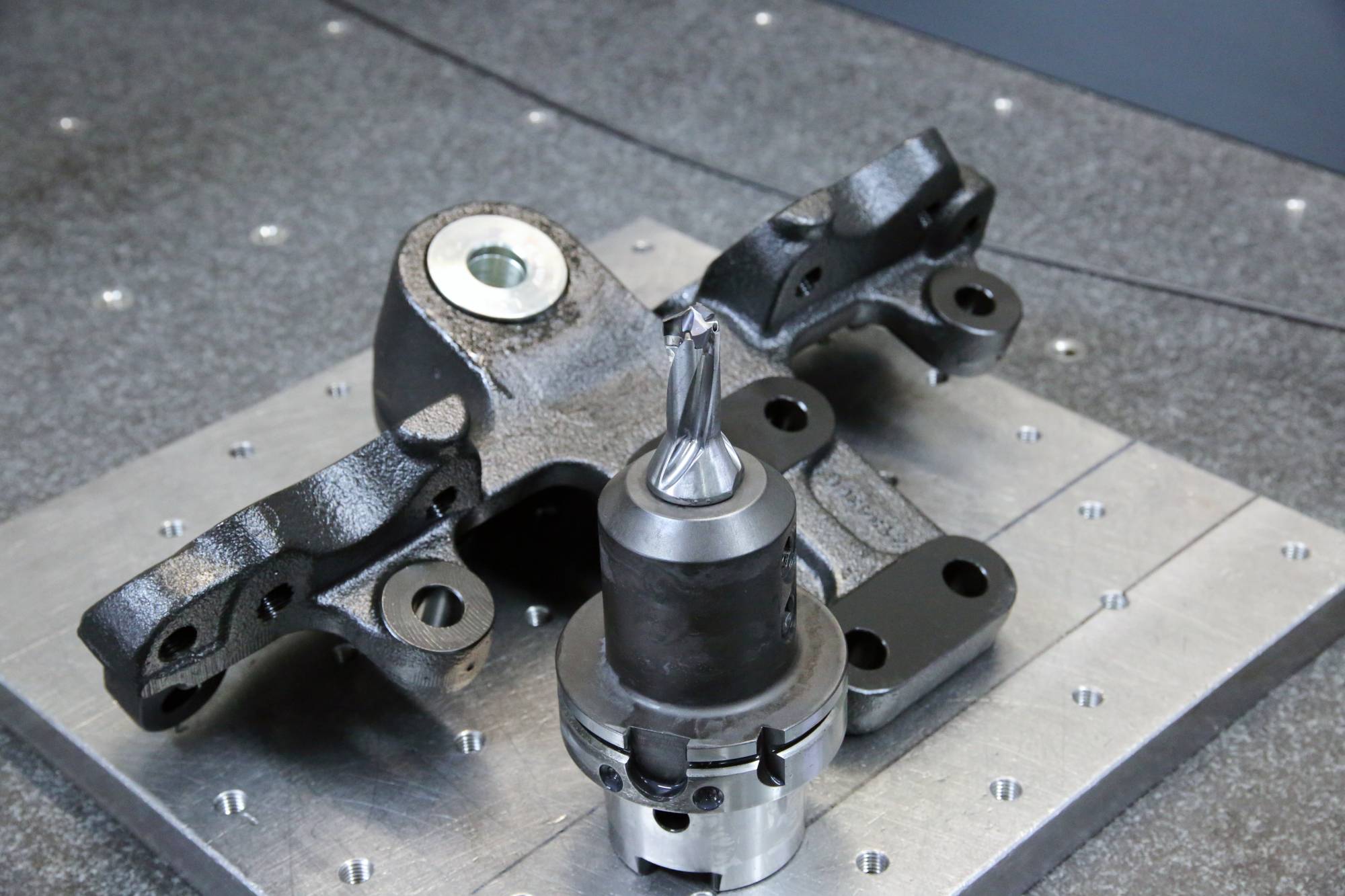
Das revolutionäre LOGIQ 3 CHAM-Bohrkopf-Klemmsystem ist das erste seiner Art und garantiert eine einfache und sichere Handhabung ohne jegliche Ersatzteile.

Herbert Fürschuß
Arbeitsvorbereitung bei der Gienanth Steyr MBA GmbH
„Ich war von der Performance des dreischneidigen Wechselkopfbohrsystems LOGIQ 3 CHAM auf Anhieb begeistert. Vor allem in den Bohrtiefen von 1,5xD und 3xD konnten wir dadurch die Produktivität der Bohrungsbearbeitung von GGG40 nochmals deutlich steigern. “
Produktivitätssteigerung durch drei Schneiden
Im Vergleich zu konventionellen Bohrwerkzeugen mit zwei Schneiden ermöglicht der LOGIQ 3 CHAM laut Thomas Wohlmuthseder um bis zu 100 Prozent höhere Vorschubwerte, was die Produktivität natürlich deutlich steigert. „Die neue H3P-IQ-Bohrkopfgeometrie mit den geschwungenen Hauptschneiden wurde für den Einsatz im ISO-P- und ISO-K-Bereich (Stahl und Guss) entwickelt und bietet ein weiches Schnittverhalten mit kurz brechenden Spanlocken.“
Das neuartige Bohrkopf-Klemmsystem des LOGIQ 3 CHAM ist zudem sehr einfach und sicher zu handhaben und benötigt, anders als konventionelle Klemmsysteme, keine weiteren Ersatzteile. So entstehen selbst in der Maschine nur minimale Rüstzeiten beim Bohrkopfwechsel. „Die radiale und axiale Klemmkraft wird ausschließlich in der schwalbenschwanzähnlichen Passung erzeugt. Sie bietet im Zusammenspiel mit den großen Anlageflächen eine sehr hohe Sicherheit auch bei unregelmäßigen Schnittkräften, die beispielsweise bei Anbohrprozessen auf schrägen Flächen oder Querbohrungen entstehen“, geht der Iscar-Techniker ins Detail.
Das alles kann Herbert Fürschuß nur bestätigen: „Mit dem dreischneidigen LOGIQ 3 CHAM Ø 18,0 mm bei 1,5xD (innengekühlt, Beschichtung IC908) erreichen wir bei der Bearbeitung eines Lkw-Achsträgers in GGG40 eine Schnittgeschwindigkeit von 120 m/min sowie einen Vorschub von 0,8 mm pro Umdrehung. Gegenüber dem Vorgänger, einem zweischneidigen VHM-Bohrwerkzeug, konnte man die Leistung definitiv verdoppeln. Pro Bauteil sparen wir 14 Sekunden (Anm.: sechs Bohrungen mit 31 mm Bohrtiefe)“, verdeutlicht Fürschuß die erzielte Produktivitätssteigerung. Bei Serien von 6.000 bis 8.000 Teilen pro Jahr ist die Einsparung beachtlich.
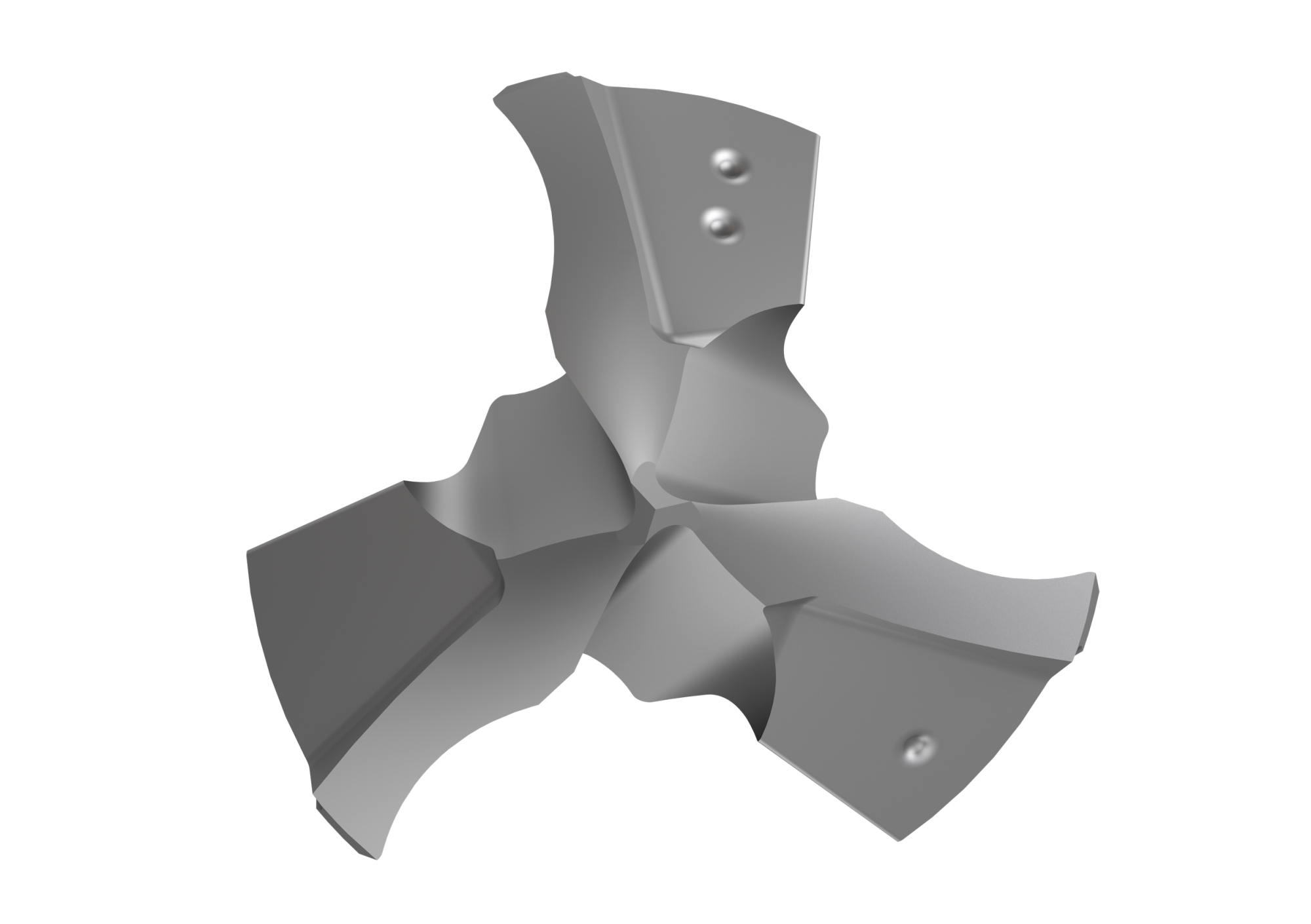
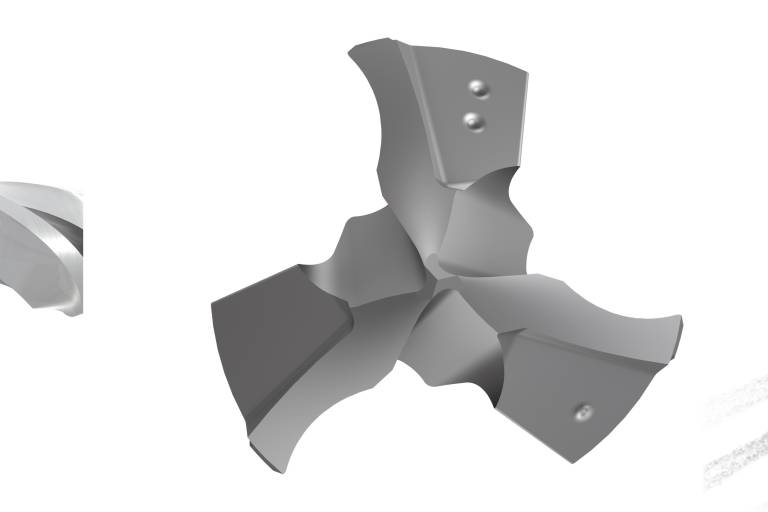
Die H3P-IQ-Bohrkopfgeometrie mit den geschwungenen Hauptschneiden bietet ein weiches Schnittverhalten mit kurz brechenden Spanlocken sowie eine hervorragende Eigenzentrierfähigkeit.
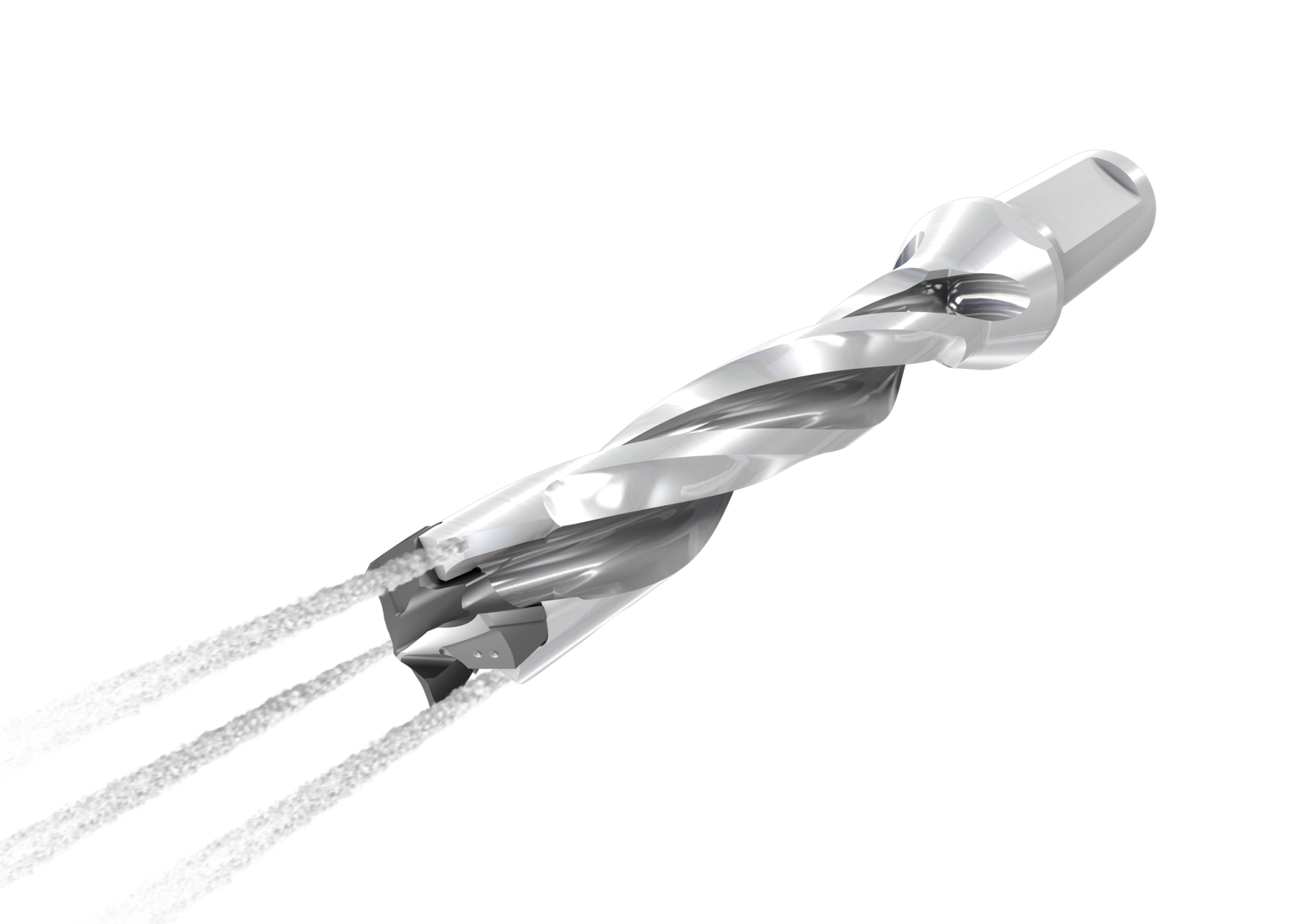
Alle LOGIQ 3 CHAM-Bohrkörper verfügen über innere Kühlmittelzufuhr und große, polierte Spankammern mit variablen Spiralwinkeln.
Bis ans Limit gehen
Das neue High-End-Bohrsystem von Iscar ist aktuell in den Durchmesserbereichen von 12,0 bis 25,9 mm sowie in den Bohrtiefen von 1,5xD, 3xD und 5xD als Standard- und 8xD als Sonderwerkzeug für die Bearbeitung von Stahl- und Gusswerkstoffen verfügbar.
Bei der Bearbeitung von GGG40 läuft der neue LOGIQ 3 CHAM (1,5xD und 3xD) bei Gienanth nun in der Serienbearbeitung. „Durch den Einsatz eines möglichst kurzen Grundkörpers ist eine maximale Leistung bei höchster Prozesssicherheit umsetzbar. Von Vorteil ist die optimierte Auslegung der Grundkörper von Iscar, die zum einen die Verwendung mehrerer Bohrkopfdurchmesser ermöglichen und zum anderen bis ans Limit der Bohrtiefe gehen“, zeigt sich Fürschuss abschließend absolut zufrieden.

Thomas Wohlmuthseder
Key Account Manager, Iscar Austria GmbH
„Gienanth stellt den absoluten Benchmark in der Bohrungsbearbeitung mit Wechselkopfbohrsystemen dar. Wir wollen unsere Kunden stets mit möglichst innovativen und leistungsstarken Präzisionswerkzeugen unterstützen. Daher freut uns das positive Feedback besonders. “


Infos zum Anwender
Gienanth ist einer der führenden Lösungsanbieter im Bereich von hochkomplexem Eisenguss und steht für höchste Qualität und hundertprozentige Liefertreue. Zum Portfolio gehören unter anderem Zylinderkurbelgehäuse und Motorkomponenten wie Zylinderköpfe und Kurbelwellenlagerdeckel für Großmotoren – ganz gleich, ob diese als Stromgeneratoren, in Lokomotiven oder auf Schiffen eingesetzt werden. Außerdem beliefert man die Maschinenbauindustrie sowie die Mobilitätsindustrie im Eisenbahnbereich, für Personenkraftwagen, Nutzfahrzeuge und Landmaschinen. Die Gienanth Steyr MBA GmbH mit rund 50 Mitarbeitern ist dabei der erste Bearbeiter der Gruppe.
Teilen: · · Zur Merkliste