anwenderreportage
Kowe CNC reduziert mit dem Wechselkopfbohrsystem SUMOCHAM von Iscar die Nebenzeiten
Um die Produktivität zu steigern, gilt es für jede Anwendung die richtige Bearbeitungsstrategie mit den passenden Werkzeugen und Ausstattungen zu finden. Umso mehr, wenn es sich um die Zerspanung von Serienteilen handelt. Wichtig dabei ist ein Team an qualifizierten Fachkräften, denn ohne entsprechende Erfahrung und kompetente Anwendungstechnik ist dies kaum zu realisieren. Beides bringen der Lohnfertiger Kowe CNC und Iscar mit. Die erfolgreiche Umstellung der Bohrungsbearbeitung eines Sicherheitsbolzens für Motocross-Motorräder zeigt, wie es gehen kann.
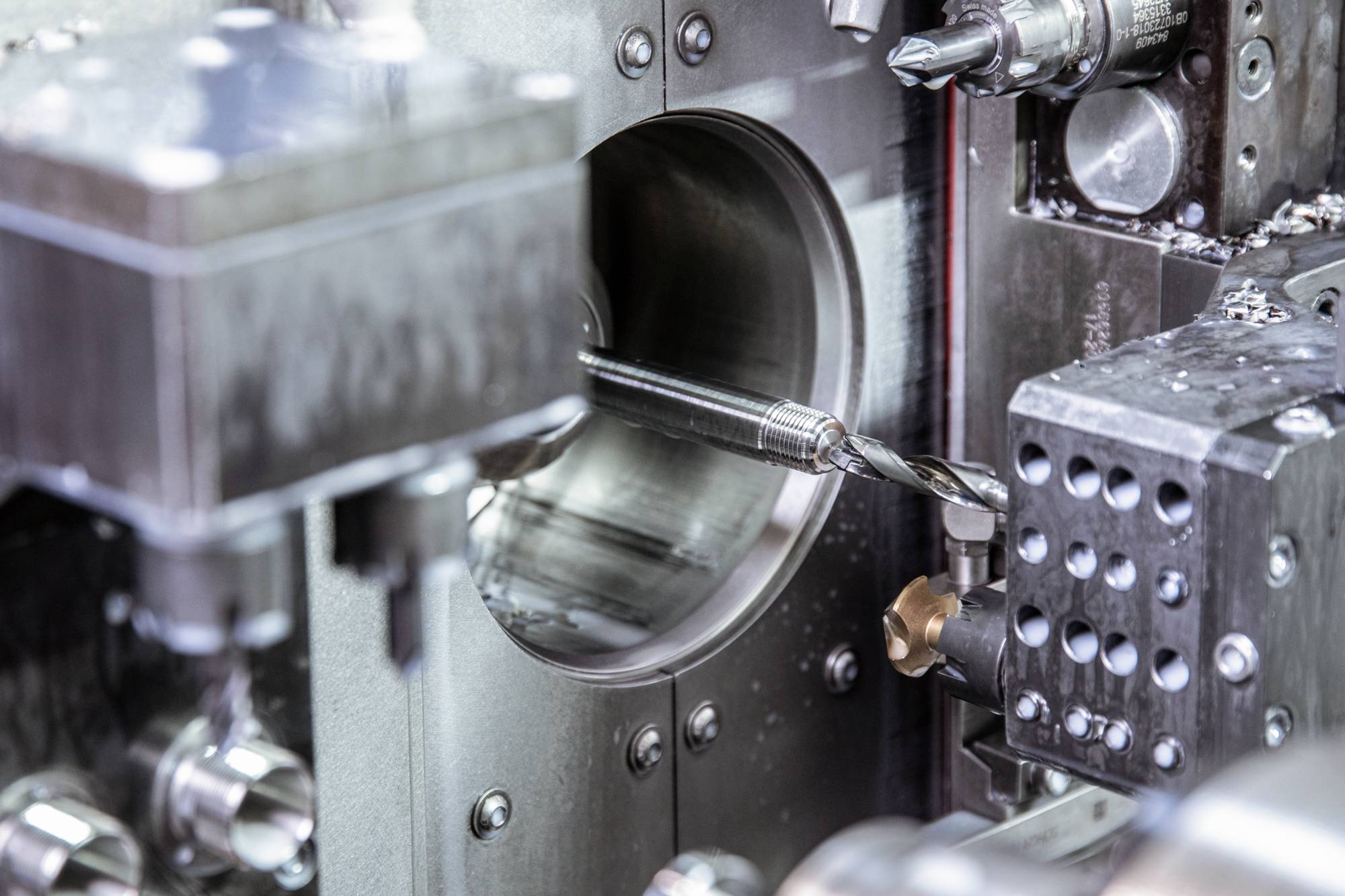
Durch die Umstellung der Bohrungsbearbeitung von einem typischen VHM-Bohrer auf einen 5xD Wechselkopfbohrer SUMOCHAM von Iscar konnte Kowe CNC die Nebenzeiten bei der Bearbeitung eines Serienteils für Motocross-Motorräder drastisch reduzieren. (Bilder: x-technik)
Shortcut
Aufgabenstellung: Wirtschaftliche Bearbeitung einer Bohrung mit Durchmesser 10 mm und einer Bohrtiefe von 51 mm pro Seite.
Material: 42CrMoS4 mit 1.150 N/mm².
Lösung: SUMOCHAM-Wechselkopfbohrsystem von Iscar.
Der oberösterreichische Lohnfertiger Kowe CNC GmbH ist ein verlässlicher Partner für Firmen aus den Branchen Maschinenbau, Automotive, Metall- und Holzbau sowie Luftfahrt und Medizintechnik. „Als Auftragsfertiger produzieren wir großteils hochpräzise CNC-Dreh- und Frästeile aus allen Werkstoffen nach den Vorgaben unserer Kunden, wobei unsere Stärken vor allem bei Losgrößen von 1.000 bis 100.000 im Drehen bzw. 500 bis 50.000 Stück im Fräsen liegen“, so Ing. Paul Kobinger, der das Unternehmen in zweiter Generation führt. Gegründet im Jahr 1993 von seinem Vater Siegfried Kobencic ist man heute mit 43 Mitarbeitern (Anm.: davon sieben Lehrlinge), mehr als 30 großteils automatisierten CNC-Maschinen an zwei Standorten sowie einer sehr kundenorientierten Ausrichtung ein angesehener Partner der Industrie. „Unsere oberste Priorität ist die Sicherheit in der Lieferkette unserer Kunden zu schützen und die Präzisionsbauteile termingerecht und in bester Qualität zu liefern. Wir bieten eine umfangreiche Machbarkeitsprüfung sowie eine detaillierte Vorkalkulation, um eine transparente Preisfindung zu gewährleisten“, so der engagierte Geschäftsführer weiter.

Kowe setzt zur produktiven Serienbearbeitung auf einen Drehautomaten Sprint 32/8 von DMG Mori.
Einsatzdaten SUMOCHAM ICP 100
• Bohrungsdurchmesser = 10 mm
• Bohrtiefe pro Seite = 51 mm
• Vc = 70 m/min
• n = 2.228 U/min
• f/u = 0,2 mm/U
• Vf = 445 mm/min
• Standmenge Hauptspindel = 1.000 Bauteile
• Standmenge Gegenspindel = 2.000 Bauteile
Hoher Facharbeiteranteil sichert Qualität
Sehr viel Wert legt Paul Kobinger zudem auf die Aus- und Weiterbildung seines Teams: „Ich bin der Meinung, dass wir uns am Fertigungsstandort in Österreich aktuell und vor allem zukünftig nur mehr durch Know-how, Flexibilität und höchste Qualität durchsetzen können. Was nützen die besten Maschinen inklusive Automatisierungslösungen, wenn es an kompetenten Fachkräften mangelt.“ Als Arbeitgeber tut Paul Kobinger daher bewusst auch „etwas mehr“ als andere, um Fachkräfte nicht nur auszubilden, sondern auch langfristig ans Unternehmen zu binden – und das mit Erfolg: „Was Kowe vor allem ausmacht, ist der hohe Facharbeiteranteil, durch den wir die hohe Qualität der Bauteile gewährleisten und unsere Kunden termingerecht beliefern können!“
Ebenso viel Wert legt man bei Kowe auf begleitende Qualitätsprüfungen im Fertigungsprozess. „Wir decken zudem kundenspezifische Verpackungsvorschriften ab und verwenden ausschließlich ausgewählte Versanddienstleister, um eine termingerechte Lieferung zu gewährleisten. Insgesamt sorgen wir dafür, dass sich unsere Kunden quasi entspannt zurücklehnen und sich um andere Dinge kümmern können.“
In den letzten Jahren hat man sich bei Kowe vor allem im CNC-Drehen technologisch sehr breit aufgestellt. Es werden vermehrt komplexe Bauteile mit kleineren Durchmessern bearbeitet und nicht zuletzt aufgrund der zunehmenden Elektrifizierung auch immer mehr Verzahnungsbearbeitungen durchgeführt. Einer dieser typischen Bauteile ist ein Sicherheitsbolzen aus dem Vergütungsstahl 42CrMoS4 für Motocross-Motorräder. Das Besondere an diesem Serienteil ist die hohe Zugfestigkeit von 1.150 N/m2, die natürlich auch in der mechanischen Bearbeitung eine Herausforderung darstellt.

Der SUMOCHAM von Iscar – DCN 100-050-16A-5D – ist bei Kowe erfolgreich im Einsatz.
Projektbetreuung entscheidend
Kowe fertigt rund 100.000 Bolzen pro Jahr auf einem Drehautomaten Sprint 32/8 von DMG Mori. Damit ist ein automatischer und wirtschaftlicher Fertigungsprozess mit sechs Linearachsen und zwei C-Achsen möglich. Hier hat es sich laut Kobinger definitiv ausgezahlt, Zeit zu investieren, den Fertigungsprozess zu hinterfragen, sukzessive zu optimieren und somit die Wirtschaftlichkeit weiter zu steigern. „Iscar hat uns seit Projektbeginn intensiv betreut und den Fertigungsprozess gemeinsam mit unserem Team optimiert.“ Im ersten Schritt wurden die Standard-Wendeschneidplatten mit W-Geometrie für das Schruppen auf C-Platten von Iscar getauscht – mit passenden Haltern und entsprechender Kühlung. Die höheren Schnittwerte führten zu soliden Zeiteinsparungen in der Bearbeitung bei gleicher Standzeit. „Wodurch wir aber die größten Vorteile im Bezug auf Prozesssicherheit, Standzeit und Wirtschaftlichkeit erzielen konnten, war die Umstellung der Bohrprozesse von typischen VHM-Bohrern auf das Wechselkopfbohrsystem SUMOCHAM von Iscar“, betont der Geschäftsführer.
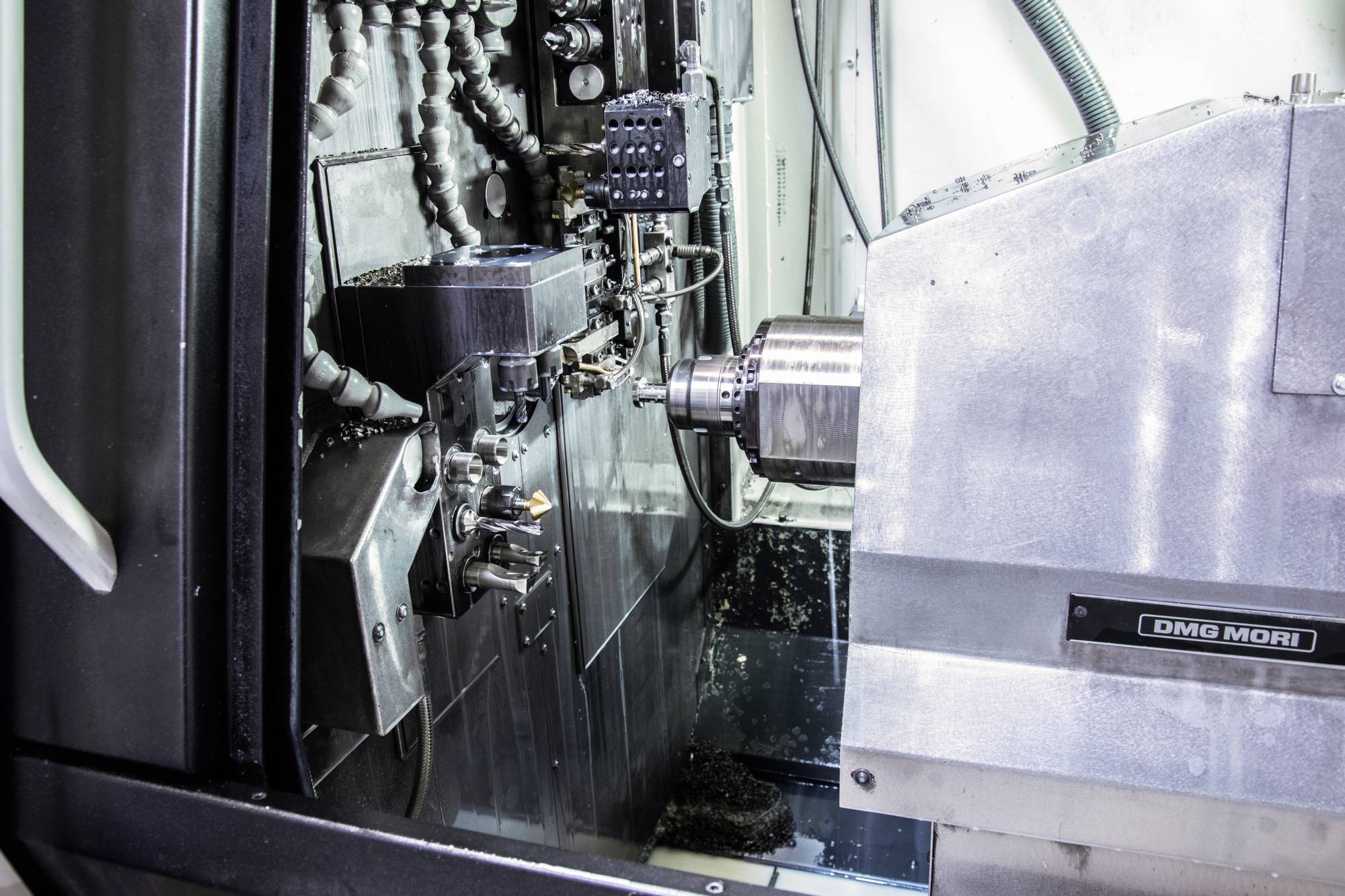
Mit dem Produktionsdrehautomaten von DMG Mori ist ein automatischer und wirtschaftlicher Fertigungsprozess mit sechs Linearachsen und zwei C-Achsen möglich. Trotz beengter Platzverhältnisse dauert der Plattentausch des SUMOCHAMs lediglich zehn Sekunden.
Einsatzdaten Schruppplatte
• CCMT 0T908-M3P IC8150
• ap = 1,5 mm
• Vc = 165 m/min
• f/u = 0,27 mm/U
• Drehzahlbegrenzung bei 2.400 U/min
• Standzeit 100 Bauteile
Bohren mit dem Wechselkopf
Bei Stückzahlen um die 100.000 pro Jahr ist es klarerweise relevant, die Nebenzeiten möglichst gering zu halten. Um die Werkzeugwechselzeiten zu minimieren, wurden die bisher eingesetzten Standard-VHM-Bohrer gegen Wechselkopfbohrer getauscht. „In unserem Drehautomaten haben wir sehr beengte Platzverhältnisse. Durch den Wechsel auf das SUMOCHAM-System von Iscar konnten wir die Werkzeugwechselzeit von 10 Minuten auf unter 60 Sekunden reduzieren“, ist Kobinger begeistert.
Bei Kowe hat man bereits in der Vergangenheit sehr gute Erfahrungen mit dem SUMOCHAM gemacht. „Neben der Wechselgenauigkeit der Bohrköpfe ist auch die Standzeit ausgezeichnet und vor allem verlässlich. Die Tauschintervalle sind somit immer konstant und die Bohrgenauigkeit ist ebenso gegeben. In Summe konnten wir mit den SUMOCHAM sowohl die Prozesssicherheit als auch die Wirtschaftlichkeit deutlich steigern“, begründet auch Michael Jakob, Bereichsleiter Stellvertreter Drehen bei Kowe CNC, den Einsatz des Wechselkopfbohrsystems von Iscar.

Das innovative selbstklemmende und selbstzentrierende Bohrkopfsystem erzeugt eine hohe Stabilität und ist somit einfach und sicher zu handhaben – selbst beim Wechsel der Bohrköpfe in der Maschine.

Ing. Paul Kobinger
Geschäftsführer von Kowe CNC
„Vor allem die fachliche Kompetenz und die ausgezeichnete Betreuung seitens Iscar sind für uns ein absoluter Mehrwert.“
Einsatzdaten überzeugen
Im konkreten Projekt konnte die Standzeit sogar verdreifacht werden. Der Bohrungsdurchmesser des Sicherheitsbolzens beträgt 10 mm, die Bohrtiefe pro Seite 51 mm. Eingesetzt wird der SUMOCHAM 5xD mit Vc = 70 m/min, f/u = 0,2 mm/U, Vf = 445 mm/min bei n = 2.228 U/min. Die Standmenge an der Hauptspindel erreicht prozesssichere 1.000 Bauteile – an der Gegenspindel sogar 2.000 Bauteile. „Unser SUMOCHAM-System umfasst Bohrer mit Wechselköpfen in Durchmessern ab 4,0 bis 32,9 mm in Zehntelabschnitten. Beim Schneidenwechsel verbleibt der Bohrkörper in der Maschine, der Anwender tauscht nur den selbstklemmenden Bohrkopf. Dieser bedienerfreundliche Ansatz reduziert die Rüstzeit und verhindert beispielsweise auch ein Herunterfallen von Schrauben in die Spänewanne. Aufgrund der Wiederholgenauigkeit beim Bohrkopfwechsel wird ein erneutes Einmessen des Werkzeugs überflüssig“, bringt sich Manuel Schober, Vertriebstechniker der Iscar Austria GmbH, ein.

Pro Jahr werden in Geinberg rund 100.000 Bolzen gefertigt.

Manuel Schober
Vertriebstechniker der Iscar Austria GmbH
„Höchste Produktivität ist heute ein Muss – wir versuchen, unsere Kunden daher durch entsprechende Projektoptimierungen und neueste Technologien zu unterstützen.“
Große Auswahl an Geometrien
Acht auf das Material, bzw. die Anwendung optimierte Bohrkopf-Geometrien (ICP, ICK, ICM, ICN, FCP, ICG, HCP und QCP) in Abstufungen von jeweils 0,1 mm stehen für die SUMOCHAM-Bohrkörper zur Verfügung. Die Bohrköpfe sind in der TiAlN-PVD beschichteten Feinstkornsorte IC908 ausgeführt. „Das macht sie auch bei hohen Schnittwerten temperaturbeständig und verschleißfest und steigert somit die Standzeit sowie die Prozesssicherheit“, so Schober weiter.
Die SUMOCHAM-Bohrträger stehen je nach Anforderung ebenfalls in unterschiedlichen Ausführungen zur Verfügung. Ob es die Abstufung nach Bohrtiefe – 1,5xD, 3xD, 5xD, 8xD, 12xD oder als SumoGun in Ausführung als Tieflochbohrer sind, als auch in unterschiedlichen Schaftvarianten – zylindrisch, Weldon oder Aufschraubversion für einen extrem kurzen Aufbau. „Die Bohrkörper verfügen zudem über große polierte Spankammern und ermöglichen so eine sichere Späneevakuierung bei allen Werkstoffen. Damit erreicht der Anwender eine sehr hohe Oberflächengüte“, ist der Iscar-Vertriebstechniker überzeugt.
Freuen sich über den gemeinsamen Erfolg (v.l.n.r.): Manuel Schober, Daniel Kalajica (beide Iscar), Michael Jakob, Paul Kobinger (beide Kowe) und Jürgen Baumgartner (Iscar).

Auch bei der Einführung neuer Bearbeitungsverfahren wie dem Wälzschälen in MultiMaster-Ausführung setzt man bei Kowe auf die Expertise von Iscar.

Michael Jakob
Bereichsleiter Stellvertreter Drehen bei Kowe CNC
„Das SUMOCHAM-Wechselkopfbohrsystem hat uns sehr überzeugt. Neben den sehr geringen Werkzeugwechselzeiten konnten wir auch die Standmenge und Bohrungsqualität steigern. “
Ausgezeichnete Zusammenarbeit
Für Kowe ist Iscar ein wichtiger Werkzeuglieferant und Geschäftspartner. Nicht nur bei Optimierungsprojekten, sondern auch bei Neuauslegungen, Erstausrüstungen oder der Einführung neuer Fertigungsverfahren, wie zuletzt dem Wälzschälen in MultiMaster-Ausführung: „Die Zusammenarbeit mit Iscar verläuft einwandfrei, was nicht zuletzt dieses Projekt sehr gut unter Beweis stellt“, betont Paul Kobinger. Speziell im Bereich der automatisierten Bearbeitung sei die richtige Werkzeugauswahl immens wichtig und mache oft den Unterschied aus, konkurrenzfähig zu sein oder eben nicht. „Daher ist ein Partner wie Iscar, der über ein so kompetentes Team an Anwendungs- und Vertriebstechnikern verfügt, auch so wichtig für uns. Diese qualitativ hochwertige Beratung ist im Bereich Zerspanungswerkzeuge nur mehr selten zu finden“, ist Paul Kobinger abschließend voll des Lobes für den Werkzeugpartner.


Infos zum Anwender
Kowe CNC ist ein verlässlicher Partner für Firmen aus den Branchen Maschinenbau, Automotive, Metall- und Holzbau sowie Luftfahrt. Als Lohnfertiger produziert man präzise CNC-Dreh- und Frästeile aus allen Werkstoffen nach den Kundenvorgaben. Die Losgrößen liegen bei 1.000 bis 100.000 im Drehen bzw. 500 bis 50.000 Stück im Fräsen. 43 Fachkräfte sorgen für eine hohe Qualität der Bauteile sowie termingerechte Lieferung.
Teilen: · · Zur Merkliste