anwenderreportage
CVD-Diamant meistert Hartmetall
Der österreichische Präzisionswerkzeugbau und Präzisionslohnfertiger Gerhard Rauch in Trasdorf setzt bei seinen Folienstanzformen seit Jahrzehnten auf den Werkstoff Hartmetall. Die Erfahrungen bei der Zerspanung von gesintertem Hartmetall mittels CVD-Diamant als Schneidstoff, die er zusammen mit seinen Projektpartnern Boehlerit und TiroTool gewonnen hat, könnten die Einsatzfelder von Hartmetall bei verschleißfesten Bauteilen entscheidend vergrößern.

Versuchsteile aus Hartmetall, gedreht auf einer Hembrug mit CVD-D-Diamant-Schneiden.
Was ist CVD-D-Diamant?
Wie kommen also die Vorteile von CVD-D-Schneiden zustande? „Der synthetische CVD-Dickschicht-Diamant entsteht durch chemische Beschichtung einer Trägersubstanz aus der Gasphase. CVD-Diamant ist zu 99,9 Prozent reiner Diamant. Als Schneidstoff wird er in Schichten zwischen 0,3 und 2,0 mm auf Trägerwerkzeuge aufgelötet. Beim CVD-Diamanten, bestehend aus aneinandergereihten, stabförmigen Diamantkristallen, erfolgt die Belastung der Schneide genau in Richtung der größten Härte“, veranschaulicht Gerhard Krösbacher, Geschäftsführer von TiroTool in Innsbruck.
CVD-Diamant ist in etwa doppelt so hart wie der Verbundschneidstoff PKD, der nur zu 90 Prozent aus Diamant und zu zehn Prozent aus Binder besteht. Zudem besitzt CVD-Diamant wie der monokristalline Diamant die höchste Wärmeleitfähigkeit aller Schneidstoffe und mit einer präzisionsgelaserten Schneidkante mit nur 2,0 µm Schneidkantenverrundung die zweithöchste mögliche Schneidkantenschärfe nach MKD. „Die scharfen, verschleißfesten Schneiden bieten besondere Vorteile beim Bearbeiten von CFK- und GFK-Verbundstoffen, von Hartmetallgrünlingen und fertig gesintertem Hartmetall, sowie von Aluminium-Knet-Legierungen mit hohen Standmengen. Auch in anderen Anwendungen, zum Beispiel der Automobilindustrie, setzen wir CVD-D-Schneiden höchst erfolgreich ein und konnten den Konkurrenten PKD um Längen übertrumpfen. Die vielen Anwendungen dieses Schneidstoffs beschränken sich längst nicht nur aufs Drehen, auch im Fräsen konnten wir die gleichen, erfolgreichen Ergebnisse erzielen“, betont Krösbacher.
Der 1970 gegründete Präzisionswerkzeugbauer Gerhard Rauch Ges.m.b.H. im österreichischen Trasdorf und Wien gilt als einer der fortschrittlichsten Präzisionswerkzeugbauer und Lohnfertiger im deutschsprachigen Raum. Mit ca. 75 Mitarbeitern an hochmodernen und präzisen Bearbeitungszentren bietet Rauch ein umfassendes Angebot für die Automobilindustrie, den Food- und Nonfoodbereich, die Luft- und Raumfahrtindustrie und viele weitere anspruchsvolle Bereiche. Man fertigt Prototypen, Ersatzteile, Spannsysteme, Vorrichtungen und vieles mehr.
Eine besondere Spezialität sind die weltweit gefragten Stanzmaschinen und Stanzwerkzeuge für die Verpackungsindustrie. Die meisten international führenden Lebensmittelhersteller schätzen die Präzision der Spaltmaße der Stanzwerkzeuge und die daraus resultierende hohe Stanzmenge. Die zu bearbeitenden Werkstoffe reichen von Alu über Rostfrei und Titan bis zu Nickelbasislegierungen und sogar gesintertem Hartmetall.

V.l.n.r.: Gerhard Krösbacher, Geschäftsführer der TiroTool GmbH, Miljan Milic, Abteilungsleiter Hartdrehen, Anton Buresch, Geschäftsführer der Rauch Ges.m.b.H. und Josef Hirschl, Außendienstmitarbeiter bei Boehlerit.

Gerhard Krösbacher
Geschäftsführer TiroTool GmbH
„CVD-Diamant ist zu 99,9 Prozent reiner Diamant und in etwa doppelt so hart wie der Verbundschneidstoff PKD. Als Schneidstoff wird er in Schichten zwischen 0,3 und 2,0 mm auf Trägerwerkzeuge aufgelötet. Beim CVD-Diamanten, bestehend aus aneinandergereihten, stabförmigen Diamantkristallen, erfolgt die Belastung der Schneide genau in Richtung der größten Härte.“
Jahrzehntelange Erfahrung
Ein Aspekt, der die Zukunftsorientierung des Unternehmens kennzeichnet, ist die Bearbeitung von gesintertem Hartmetall mittels Zerspanung. Als die meisten Werkzeug- und Formenbauer noch gar nichts von den Möglichkeiten der Bearbeitung von gesintertem Hartmetall wussten, fuhr Rauch bereits die ersten Versuche und fertigte Teile für Kunden. Rauch war auch der erste Hersteller, der Folienstanzwerkzeuge in Hartmetalltechnologie auslegte. Bearbeitet wurden die HM-Stanzwerkzeuge durch Senk- und Drahterodieren und Koordinatenscheifen. Als 2001 die erste Hembrug beschafft wurde, startete man Versuche die Hartmetallkomponenten mit Keramikwerkzeugen zu drehen. Ab 2003 ersetzte Rauch die Keramikwerkzeuge durch PKD-Werkzeuge und sammelte weitere Erfahrungen – vor allem die, dass nicht alle HM-Substrate gleichermaßen für die spanende Bearbeitung geeignet sind. Mit fortschreitender PKD-Entwicklung und immer detaillierterer Kenntnis über die zur Zerspanung geeigneten HM-Sorten festigte sich das Wissen in dieser Technologie immer mehr.
Seit langem pflegt Rauch intensive Beziehungen zum HM-Lieferanten Boehlerit in Kapfenberg, gleichzeitig auch wichtiger Partner für HM-Zerspanungswerkzeuge und Vertriebspartner von TiroTool für den Bereich CVD-D-Schneidstoffe. Auch der zuständige Boehlerit-Vertriebstechniker Josef Hirschl kennt Rauch schon seit 17 Jahren. Um mit der Bearbeitung von Hartmetall mittels CVD-Diamant einen weiteren Entwicklungsschritt zugehen, starteten die Partner Rauch, Boehlerit und TiroTool ein gemeinsames Projekt: mit dem Ziel, CVD-Diamant als den am besten geeigneten Schneidstoff zur spanenden Bearbeitung von gesintertem Hartmetall weiter zu entwickeln. Dabei beschränkt sich die Anwendung von CVD-Diamant nicht nur auf das Drehen. Wie die Ergebnisse zeigten, eignen sich CVD-D-bestückte Vollradius- und Eckradius-Schaftfräser ebenfalls hervorragend zum Fräsen von gesintertem Hartmetall.

Eine verschleißfeste Schneidwalze aus Hartmetall wurde mit CVD-D-Diamant in einem Arbeitsgang bearbeitet: 16 Einstiche, 2,0 mm breit und 3,0 mm tief mit nur einer CVD-D-bestückten Schneidplatte.

Anton Buresch
Geschäftsführer der Rauch Ges.m.b.H.
„Die Bearbeitungstechnologie mit dem härtesten Schneidstoff CVD-D wird völlig neue Anwendungsfelder und Möglichkeiten für verschleißfeste Hartmetallkomponenten schaffen. Wir und die Entwicklungsabteilungen vieler Firmen stehen da sicher noch ziemlich am Anfang – aber wir schon einen bedeutenden Schritt weiter vorn.“
Die optimale Schneidkante
Im ersten Schritt ging es um die Auswahl der richtigen CVD-D-Sorte. Man machte Versuche um die Schneidkantenzurichtung zu optimieren und veränderte Freiwinkel sowie Mikroschneidenausbildung, um letztendlich eine maximal stabile Schneide zu erhalten. Man stellte fest, dass mit dieser optimierten Schneidkantenzurichtung unterschiedliche HM-Sorten zu bearbeiten waren, wenn man die Parameter den Sorten entsprechend anpasste. Die am besten geeigneten HM-Sorten waren solche mit Binderanteilen zwischen zehn und 26 Prozent Kobalt mit bis zu 1.700 HV30. Das sind typische Verschleißhartmetalle. Bei Feinstkorn-HM lagen die optimalen Parameter bei halbiertem Vorschub und verdoppelter Schnittgeschwindigkeit – allerdings nur bei homogenen HM-Sorten. Bei inhomogeneren HM-Sorten stellte man größere Abweichungen im Ergebnis fest.
Die Hembrug-Drehzentren bei Rauch erfüllen alle maschinenseitigen Voraussetzungen zur Bearbeitung von Hartmetall im Hochpräzisionsbereich: Steifigkeit durch Maschinenbett aus Granit, hydrostatische Führungen in allen Achsen, hydrostatische Spindellagerung sowie Genauigkeit im Bereich ± 1/1.000. Aber auch andere Maschinen sind geeignet – allerdings mit einem eventuell eingeschränkten Präzisionslevel. Auf der Hembrug sind jedenfalls Oberflächengüten bei der Bearbeitung von HM mit CVD-D-Schneiden bis Ra 0,1 µm zu erreichen.

CVD-D-Diamant bestückte Schneidplatten aus dem umfangreichen Programm von TiroTool/Boehlerit: CVD-D-Diamant ist der härteste und verschleißfesteste Schneidstoff.
Infos zum Anwender
Mit ca. 75 Mitarbeitern bietet der Präzisionshersteller Gerhard Rauch ein umfassendes Angebot für die Automobilindustrie, den Food- und Nonfoodbereich, die Luft- und Raumfahrtindustrie und viele weitere anspruchsvolle Bereiche.
Der wirtschaftlichste Schneidstoff
Aus der nun in drei Jahren gewonnenen Erfahrung durch Drehen mit CVD-D-Schneiden schöpften die drei Partner folgende Ergebnisse: Während mit PKD-Schneiden alle Kleinserien von Ziehmatritzen, Pressstempeln, Linsenpressformen oder Fließpressstempeln aus Hartmetall nach dem Drehen noch geschliffen werden mussten, brauchten die gleichen Bauteile aus Hartmetall nach dem Fertigdrehen mit CVD-D nur noch poliert zu werden. Die hervorragende Oberflächenqualität durch CVD-D-Drehen ermöglichte anschließendes Polieren bis zu Hochglanz.
Die weiteren Ergebnisse: CVD-D-Schneiden erzielen die mehr als dreifache Standzeit von PKD-Schneiden. Die Oberflächenqualität ist wesentlich besser. Die Prozesssicherheit erreicht die vorgegebenen Daten zu 100 Prozent. Der Ausschuss liegt bei quasi Null. Die Nebenzeiten wurden gedrittelt. Der Prozess nimmt 30 Prozent weniger Maschinenstunden in Anspruch. Die CVD-D-Schneidplatte ist zwar um 15 Prozent teurer als eine solche aus PKD, rechnet sich aber durch die oben beschriebenen Ergebnisse mit einer höheren Wirtschaftlichkeit.

CVD-D-Diamant bestückte Schneidplatten aus dem umfangreichen Programm von TiroTool/Boehlerit.
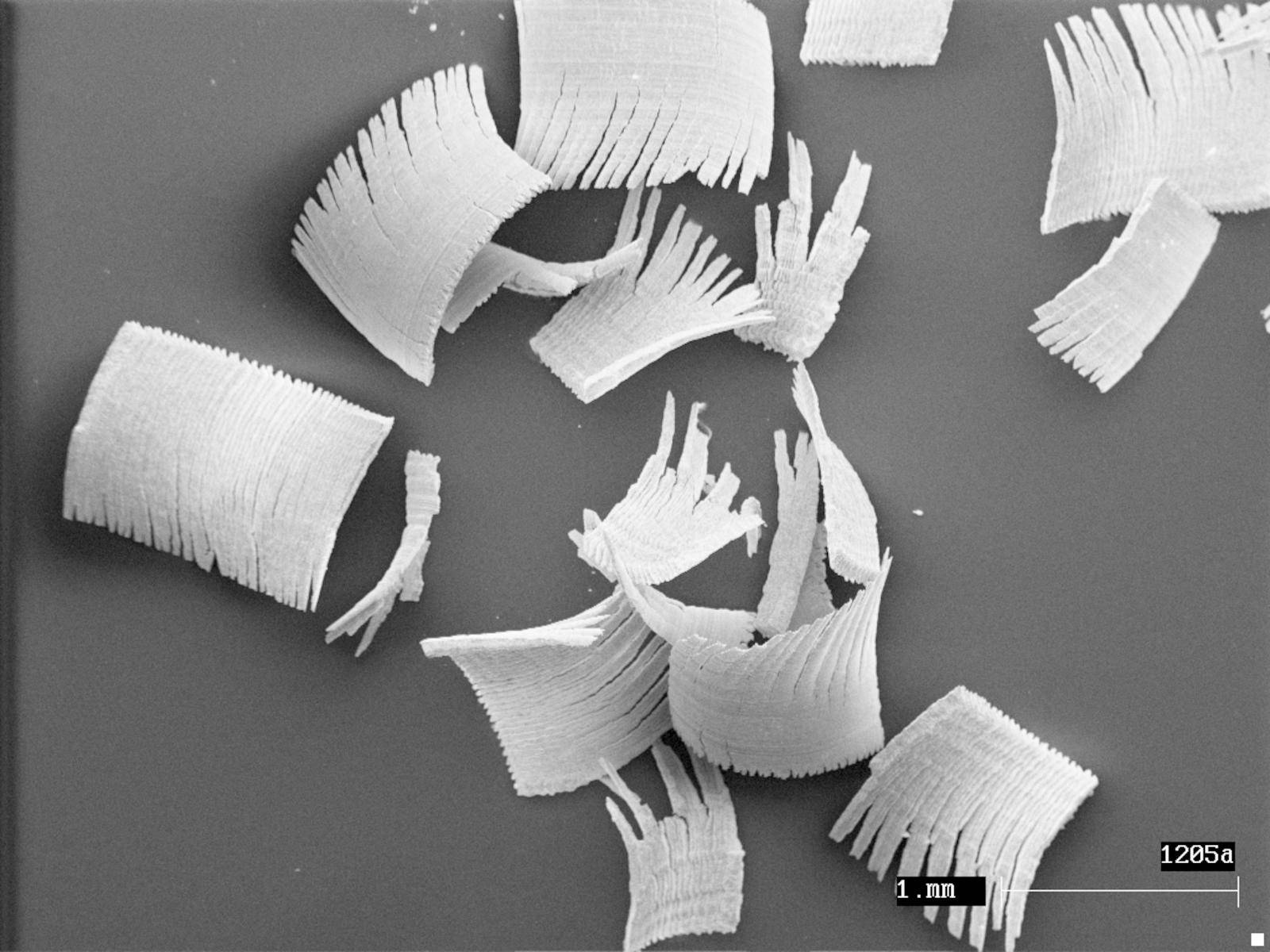
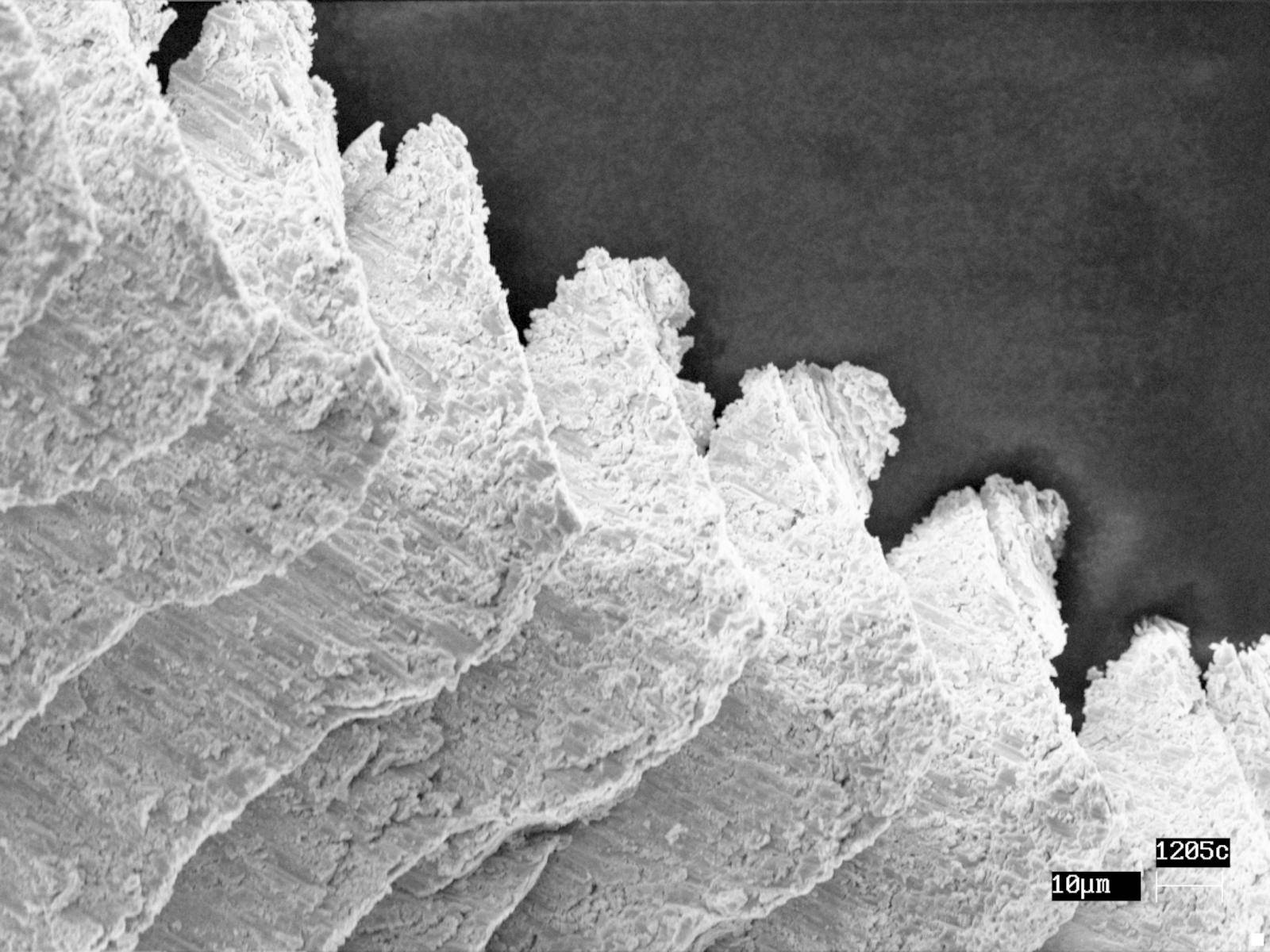
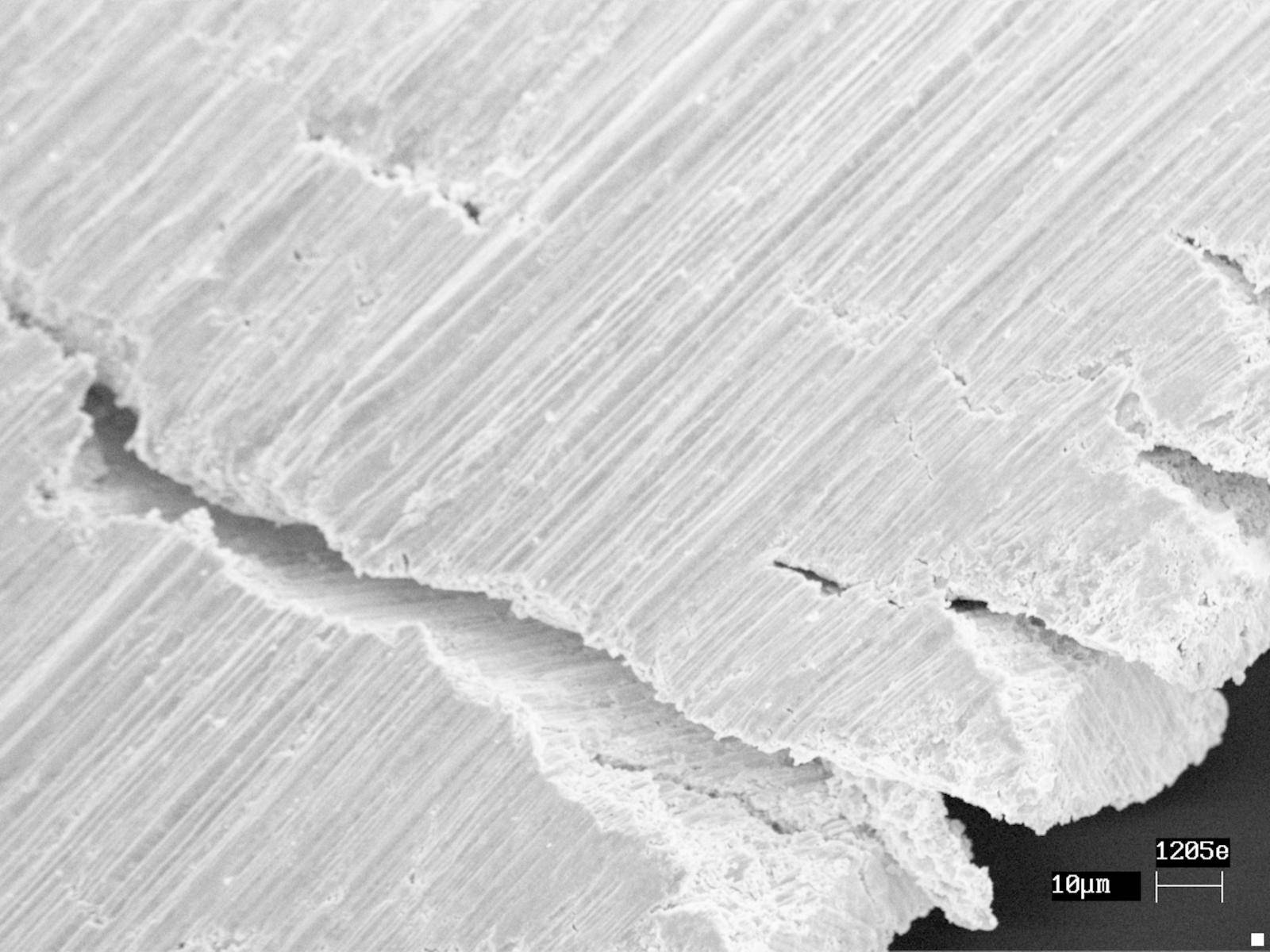
Hartmetallspäne unter dem Mikroskop: An der Stauchung der Hartmetallspäne kann man erkennen, welchen extremen, physikalischen Belastungen die Schneidkanten der CVD-D-Schneiden ausgesetzt sind.
Was ist CVD-D-Diamant?
Wie kommen also die Vorteile von CVD-D-Schneiden zustande? „Der synthetische CVD-Dickschicht-Diamant entsteht durch chemische Beschichtung einer Trägersubstanz aus der Gasphase. CVD-Diamant ist zu 99,9 Prozent reiner Diamant. Als Schneidstoff wird er in Schichten zwischen 0,3 und 2,0 mm auf Trägerwerkzeuge aufgelötet. Beim CVD-Diamanten, bestehend aus aneinandergereihten, stabförmigen Diamantkristallen, erfolgt die Belastung der Schneide genau in Richtung der größten Härte“, veranschaulicht Gerhard Krösbacher, Geschäftsführer von TiroTool in Innsbruck.
CVD-Diamant ist in etwa doppelt so hart wie der Verbundschneidstoff PKD, der nur zu 90 Prozent aus Diamant und zu zehn Prozent aus Binder besteht. Zudem besitzt CVD-Diamant wie der monokristalline Diamant die höchste Wärmeleitfähigkeit aller Schneidstoffe und mit einer präzisionsgelaserten Schneidkante mit nur 2,0 µm Schneidkantenverrundung die zweithöchste mögliche Schneidkantenschärfe nach MKD. „Die scharfen, verschleißfesten Schneiden bieten besondere Vorteile beim Bearbeiten von CFK- und GFK-Verbundstoffen, von Hartmetallgrünlingen und fertig gesintertem Hartmetall, sowie von Aluminium-Knet-Legierungen mit hohen Standmengen. Auch in anderen Anwendungen, zum Beispiel der Automobilindustrie, setzen wir CVD-D-Schneiden höchst erfolgreich ein und konnten den Konkurrenten PKD um Längen übertrumpfen. Die vielen Anwendungen dieses Schneidstoffs beschränken sich längst nicht nur aufs Drehen, auch im Fräsen konnten wir die gleichen, erfolgreichen Ergebnisse erzielen“, betont Krösbacher.
„Wir sind schon einen Schritt weiter“
Bei der Bearbeitung von 80 bis 100 Folien-Stanzwerkzeugen aus Hartmetall im Jahr, die immerhin für 20 bis 25 Prozent des weltweiten Gesamtumsatzes stehen, ist die jetzige Standardbearbeitung mit CVD-D-Werkzeugen ein wesentlicher Beitrag zur Steigerung der Wirtschaftlichkeit.
Anton Buresch, Geschäftsführer bei Rauch, sieht die Zukunft von Hartmetall und seine Bearbeitung durch CVD-D folgendermaßen: „Die wirtschaftliche Bearbeitung von Hartmetall mittels CVD-D wird langfristig die Anwendung von hochfesten Stahlqualitäten in vielen Bereichen ersetzen. Auch wird CVD-D mittelfristig Erodierverfahren bei der HM-Bearbeitung ablösen. Bei allem was rund ist und aus Hartmetall, hat sich bei uns die Bearbeitung mittels CVD-D erfolgreich durchgesetzt. Alle Hartmetallsorten mit hoher Zähigkeit können wir inzwischen mit CVD-D bestens bearbeiten – fast schon wie Stahl. Hochfeste Stähle werden meiner Meinung nach bei hochbelastbaren Teilen mittel- und langfristig durch Hartmetall ersetzt werden. Bei unseren Stempeln besitzt kein anderer Werkstoff eine vergleichbare Druck- und Kantenstabilität. Im globalen Wettbewerbsumfeld zahlt sich die Standhaftigkeit und Langlebigkeit unserer Produkte durch die Verwendung von Hartmetall entscheidend aus. Die Bearbeitungstechnologie mit dem härtesten Schneidstoff CVD-D wird völlig neue Anwendungsfelder und Möglichkeiten für verschleißfeste Hartmetallkomponenten schaffen. Wir und die Entwicklungsabteilungen vieler Firmen stehen da sicher noch ziemlich am Anfang – aber wir schon einen bedeutenden Schritt weiter vorn.“
Teilen: · · Zur Merkliste