Mehr als 100.000 Kurbelwellen mit Walter Tiger·tec® Gold gefertigt
Es gibt kaum einen Arbeitsbereich in der Zerspanung, in dem die Anforderungen ähnlich hoch sind wie bei der Bearbeitung von Kurbelwellen. Die Schneidplatten müssen unterschiedlichen Schnittanforderungen gerecht werden. So sind zum Beispiel innerhalb eines Bearbeitungsgangs kurze und längere Schnittbögen durchaus üblich. Häufig werden auch unterbrochene Schnitte gefahren. Eine zusätzliche Herausforderung stellt die oft sehr hohe Wärmeentwicklung bei der Bearbeitung dar. Zugleich ist höchste Maßhaltigkeit gefragt, da gerade Kurbelwellen mit sehr engen Toleranzen gefertigt werden. Diese anspruchsvollen Rahmenbedingungen waren für die Experten bei Walter genau das Richtige, um ihre neue Wendeschneidplatten-Beschichtung Walter Tiger·tec® Gold im Praxisbetrieb zu testen.

Die Bearbeitung von Kurbelwellen gilt unter Fachleuten als Champions League der Metallzerspanung. Eine fertige Kurbelwelle ist ein hochkomplexes Gebilde, das die linearen Bewegungen der Kolben, die es mittels Pleuelstangen aufnimmt, in Drehbewegungen umsetzt.
Vorteile Tiger·tec® Gold
• höhere Standzeiten
• Prozesssicherheit aufgrund hoch stabiler Schneidkante
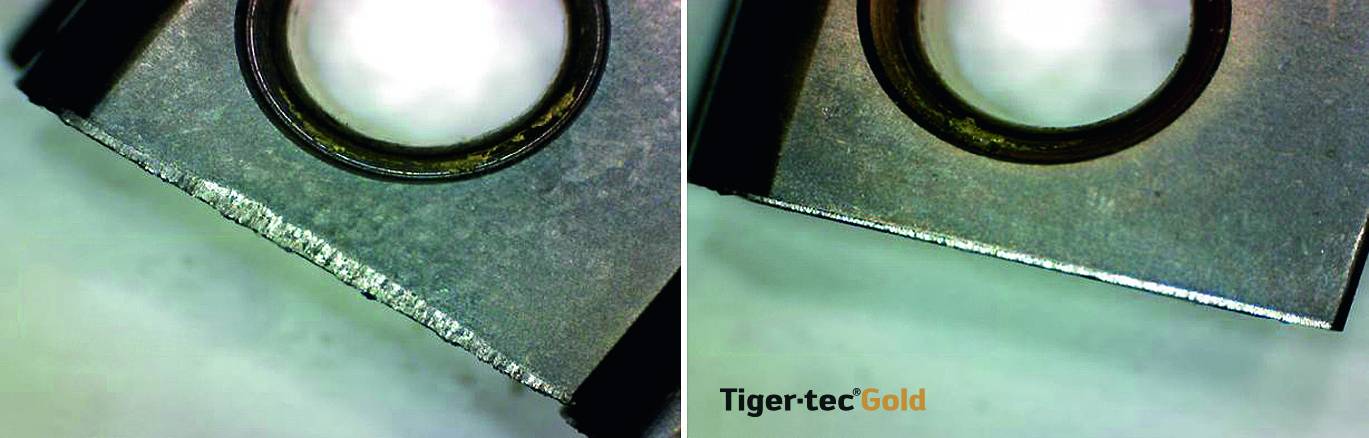
• einfachere Verschleißerkennung durch goldfarbenen Top-Layer
• hohe Schnittdaten durch geringe Verschleißmarken
• gesteigerte Produktivität
„Die neue technologische Plattform für Fräsanwendungen auf Basis von Titanaluminiumnitrid (TiAlN) gilt als Technologiesprung in der Zerspanungstechnik. Gegenüber den bisher üblichen Schneidstoffen bietet sie deutlich verbesserte Schichteigenschaften. Die Folge sind mehr Prozesssicherheit, gesteigerte Produktivität und höhere Standzeiten. Das Material besticht unter anderem durch extrem hohe Warmhärte, eignet sich also bestens zur fräsenden Bearbeitung schwieriger Werkstoffe mit hohen Schnittgeschwindigkeiten“, erklärt Martin Janson, Component Manager Transportation und Business & Apaplication Development bei Walter.
Die mit Tiger·tec® Gold beschichteten Wendeschneidplatten zeichnen sich durch höhere Freiflächen-Verschleißfestigkeit, geringere Kammrissbildung und besseren Widerstand gegen plastische Deformation aus. In ersten Feldtests erreichten die Experten bei Walter bis zu 80 Prozent höhere Standzeiten. Dass die neue Schneidstoffgeneration härter ist als herkömmliche Lösungen, liegt übrigens an dem signifikant höheren Aluminium-Anteil. Die bislang üblichen Beschichtungen auf Aluminiumoxid-Basis bestehen im Wesentlichen zu 60 bis 65 Prozent aus Aluminium und zu 30 bis 35 Prozent aus Titan. In Titanaluminiumnitrid (TiAlN), der Basis der Tiger·tec® Gold Plattform, liegt der Aluminium-Anteil bei ca. 85 Prozent.
Umfangreiche Praxistests: In den Produktionsstraßen internationaler Automobilbauer wurden unterschiedliche Kurbelwellen aus Guss und Stahl bearbeitet und es wurden verschiedene Bearbeitungskonzepte wie Innen- und Außenfräsen gefahren. Weit über 100.000 Kurbelwellen wurden im Verlauf der Praxistests hergestellt.

Martin Janson
Component Manager Transportation und Business & Application Development bei Walter
„Unser erklärtes Ziel ist es, durch den Einsatz von Tiger·tec® Gold-Wendeplatten, die Costs per Part zu senken und nach Möglichkeit die Prozesssicherheit weiter zu erhöhen. “
Beweis erbracht
Die neue Sortengeneration kann diese Vorteile auch unter realen Produktionsbedingungen ausspielen – der Beweis dafür ist inzwischen erbracht. Und zwar in der Champions League der Zerspanung: der Bearbeitung von Kurbelwellen.
Dazu haben die Walter Ingenieure in den vergangenen Monaten die Produktionsstraßen aller großen internationalen Automobilbauer aufgesucht und ihre mit Tiger·tec® Gold beschichteten Wendeschneidplatten auf Maschinen aller namhaften Hersteller eingesetzt. Dabei haben sie unterschiedliche Kurbelwellen aus Guss und Stahl bearbeitet und sind verschiedene Bearbeitungskonzepte wie Innen- und Außenfräsen gefahren. Weit über 100.000 Kurbelwellen wurden im Verlauf der Praxistests hergestellt – von Kurbelwellen für Drei- bis Achtzylindermotoren, für Pkws bis hin zu großen Lkw-Kurbelwellen.
„Unsere Testwerkzeuge brachten wir zum Teil über die Maschinenhersteller in die Produktion ein. In anderen Fällen sind wir über eine Linienanalyse beim Anwender eingestiegen. Dabei haben wir alle relevanten Parameter wie Schnittgeschwindigkeiten, eventuelle Brüche oder Verschleißerscheinungen, Taktzeiten, Costs per Part und vieles mehr erfasst und analysiert“, veranschaulicht Janson.
Mindestens 25 Prozent Plus
Nach der Analyse definierten Janson und sein Team die einzusetzende Technologie: Substrat, Beschichtung und Geometrie der Wendeschneidplatte. „Unser erklärtes Ziel war es, die Kosten pro Bauteil zu senken und nach Möglichkeit die Prozesssicherheit weiter zu erhöhen.“ Über die aus ihrer Sicht erreichbaren Werte gaben die Experten bereits vor Inbetriebnahme der Testkonfiguration ihre Prognose ab. „Unsere Benchmark waren mindestens 25 Prozent Verbesserung gegenüber dem Referenzkonzept. Und wir waren sehr sicher, dass wir die in jedem Fall erreichen.“
Er sollte recht behalten: Der Performancegewinn mit Tiger·tec® Gold lag im Schnitt bei über 25 Prozent, an der Spitze sogar bei rund 80 Prozent – im Wesentlichen erreicht durch längere Standzeiten, daraus resultierend geringere Nebenzeiten, und gesteigerte Produktivität. In allen Fällen konnten die Kosten pro Bauteil mit Tiger·tec® Gold gesenkt werden. „Und das bei höchster Qualität der Ergebnisse“, betont Janson abschließend..
Die beteiligten Produktionsleiter machten nach Auswertung der Testläufe schnell Nägel mit Köpfen. Inzwischen haben vier große Automobilhersteller ihre Kurbelwellenproduktion auf Walter Tiger·tec® Gold umgestellt, einige andere planen die Umstellung in absehbarer Zeit.
Teilen: · · Zur Merkliste