PKD-Fräser für perfekte Oberflächen
Schruppen, Schlichten und Schmierfräsen von Aluminium- und Bimetall-Komponenten: Die Anforderung, die CO₂- und Schadstoff-Emissionen unserer Gesellschaft massiv zu reduzieren, hat in der Automobilindustrie einen grundlegenden Wandel angestoßen. Die Unternehmen in der Produktionskette müssen ihre eigenen Produkte und Prozesse an diese dynamische Entwicklung anpassen. Ein wichtiger Faktor bei der Kalkulation der Kosten pro Bauteil ist das Zerspanungswerkzeug. Walter bietet mit prozessindividuell ausgelegten Sonderwerkzeugen innovative Lösungen. So hat man gerade einen PKD-Fräser entwickelt, mit dem sich sowohl Aluminium- als auch Bimetall-Motorblöcke bearbeiten lassen.
Wer Emissionen senken will, muss Kraftstoff sparen, unter anderem durch Gewichtsreduktion. Diese führt mehr und mehr dazu, dass leichtere Werkstoffe verwendet werden. Fast 70 Prozent aller Motorblöcke bestehen inzwischen aus Aluminiumgusslegierungen.

Burkhard Krauß
Component Manager Transportation bei Walter
„Zum Wirtschaftlichkeitskonzept des neuen PKD-Fräsers gehört eben nicht nur, dass er sich für unterschiedliche Fräsanwendungen eignet. Ein zentraler Faktor für seine Wirtschaftlichkeit sind die Wendeschneidplatten, die bei ihm zum Einsatz kommen können. Sie gehören alle zum Walter Standardprogramm.“
In der Automobilindustrie liegt der Anteil von Aluminium-Motorblöcken aktuell bei rund 70 Prozent, die lange üblichen Werkstoffe Grauguss und Stahl machen nur noch knapp ein Drittel der produzierten Motoren aus. Mit Elektroantrieben hat diese Entwicklung noch nichts zu tun: Aluminiumlegierungen sind der bevorzugte Werkstoff für Motorblöcke, Getriebe- oder Ölpumpengehäuse, weil sie leicht sind und so zur Reduktion des Treibstoffverbrauches beitragen. Verbreitet sind auch Komponenten aus Bimetall, wie Motorblöcke, bei denen in einen Aluminiumcorpus Zylinderlaufbuchsen aus Grauguss eingebracht werden. Der Zerspanungsprozess, vor allem das Schruppen und Schlichtfräsen, ließ sich früher nur mit unterschiedlichen Werkzeugen darstellen. Das schlägt sich auch bei den Kosten nieder: Es müssen nicht nur mehrere Werkzeugtypen angeschafft, sondern auch Ressourcen für die Werkzeuglogistik und -beschaffung sowie für den Werkzeugwechsel vorgehalten werden.
Wer es hier schafft, verschiedene Bearbeitungsprozesse in einem Werkzeug zusammenzufassen, erreicht deutliche Effizienzgewinne. Für einen Autohersteller, der seine Motoren in hohen Stückzahlen selbst fertigt, hat Walter gemeinsam mit den Experten in der Produktion einen PKD-Fräser entwickelt, mit dem sich verschiedene Arbeitsgänge prozesssicher zusammenführen lassen. So konnten die Kosten pro Bauteil gesenkt werden.
Das PKD-Sonderwerkzeug lässt sich zum Schrupp- und Schlichtfräsen von Aluminiumbauteilen, für das Schmierfräsen von Aluminiumguss-Motorblöcken sowie zum Schlichtfräsen von Bimetall-Motorblöcken einsetzen. Möglich wird diese Vielseitigkeit durch Wechselschneidplatten, die jeweils auf die verschiedenen Anwendungen optimiert sind. Bisher mussten sie auf verschiedene Walter Werkzeuge geschraubt werden, der neue PKD-Fräser führt die Anwendungen jetzt in einem Werkzeug zusammen. Er schafft im Super-Finish-Schnitt 0,5 bis 0,8 Millimeter Aufmaß, bei gröberen Bearbeitungsschritten bis zu 8,0 Millimeter.

Der Walter PKD-Fräser lässt sich zum Schrupp- und Schlichtfräsen von Aluminiumbauteilen, für das Schmierfräsen von Aluminiumguss-Motorblöcken sowie zum Schlichtfräsen von Bimetall-Motorblöcken einsetzen.
Optimale Oberflächenqualität mit einem Werkzeug
Aluminiumlegierungen sind nicht nur besonders leicht, sie lassen sich auch sehr gut zerspanen. Mit dem richtigen Fräswerkzeug können entsprechend hohe Vorschubgeschwindigkeiten gefahren werden – beim Schruppen und Schlichten. Die Faktoren, die Prozesssicherheit und Oberflächenqualität entscheidend beeinflussen, sind die Spanabfuhr und die Lunker-Bildung. Die Spanabfuhr ist bei einem klebefreudigen Material immer ein Problem. Dazu kommen bei Motorblöcken noch die zahlreichen Kavitäten, wie Bohrungen, Buchsen und Vertiefungen. Das Risiko, dass die Oberfläche durch eine schlechte Spanabfuhr beschädigt wird, ist hoch.
„Früher hat man das Problem gelöst, indem man die Bauteile eigens gesäubert hat. Ein Extra-Arbeitsgang, den man heute unbedingt vermeiden will. Schließlich bedeutet er Mehrkosten. Viele Motorblöcke sind außerdem so geformt, dass selbst beim Waschen nicht alle Späne prozesssicher entfernt werden. Für unseren Kunden haben wir das Problem gelöst, indem wir den PKD-Fräser mit einem Kühlmittelkanal konstruiert haben, der zentral durch das Werkzeug führt. Der Kühlmittelstrom transportiert die anfallenden Späne so sicher vom Bauteil weg“, erklärt Burkhard Krauß, Component Manager Transportation bei Walter.
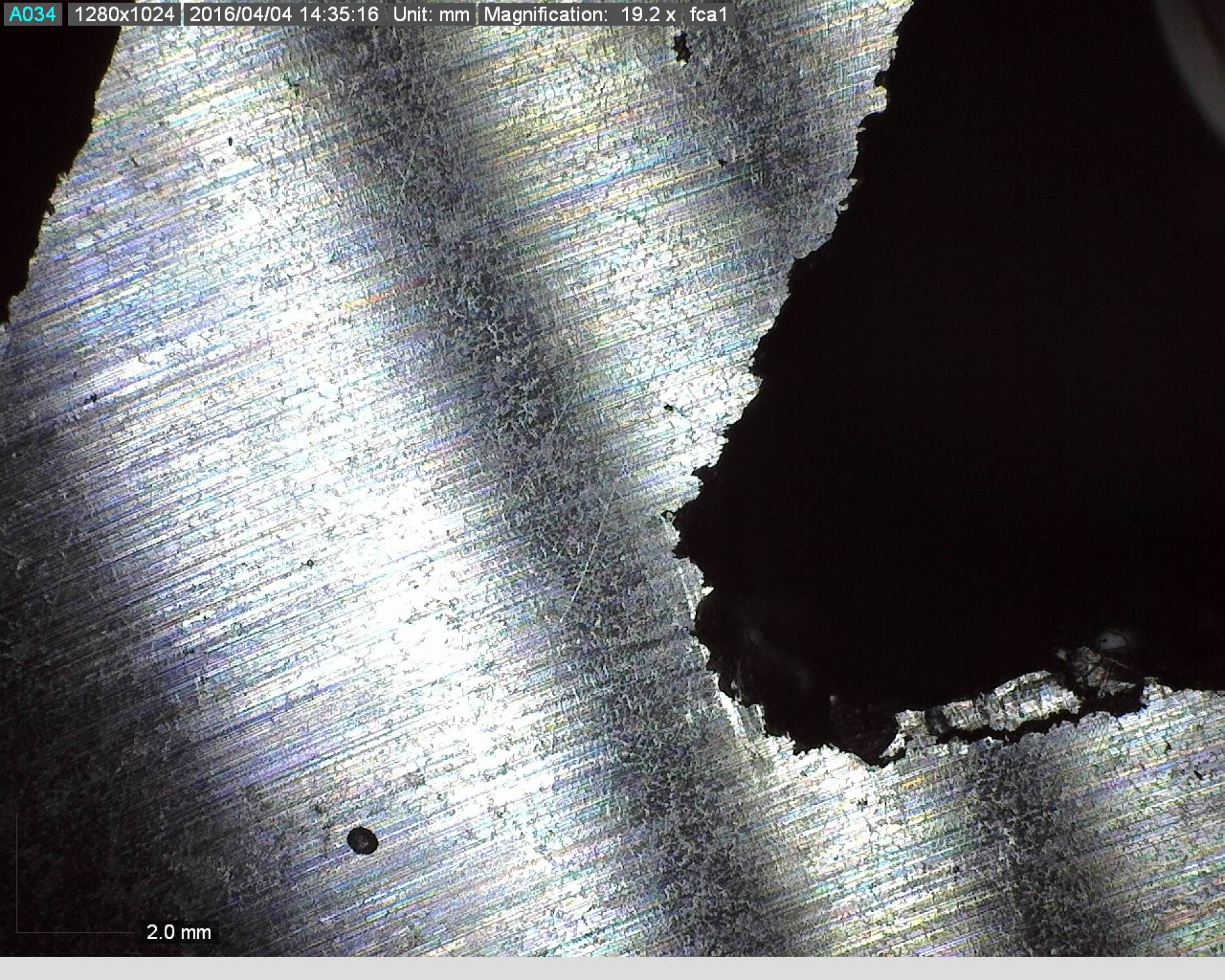
Ein weiterer Faktor, der die Oberflächenqualität von Aluminium beeinträchtigt, sind die Lunker, die beim Guss entstehen. Sie werden beim Fräsen aufgerissen. Bleiben sie unbearbeitet, ergeben sich Undichtigkeiten im Bauteil. Um eine homogene Oberfläche zu erzeugen, ist bisher ein zweiter Arbeitsgang mit eigenem Fräswerkzeug notwendig. Die poröse Oberfläche wird wieder „zugeschmiert“. Der von Walter entwickelte PKD-Fräser kann beides: Schlicht- und Schmierfräsen. Gewechselt werden müssen nur noch die Wendeschneidplatten, nicht mehr das gesamte Werkzeug.
Die Vielseitigkeit erstreckt sich auch auf Bimetall-Werkstücke: Aufgrund der unterschiedlichen Eigenschaften von Aluminium-Motorblock und Zylinderlaufbuchsen aus Grauguss musste beim Schlichten der Oberflächen bisher das komplette Werkzeug gewechselt werden. Beim neu entwickelten Walter PKD-Fräser müssen dagegen nur die passenden Wendeschneidplatten eingesetzt werden. Das zeitaufwendige Umrüsten der Maschine entfällt.
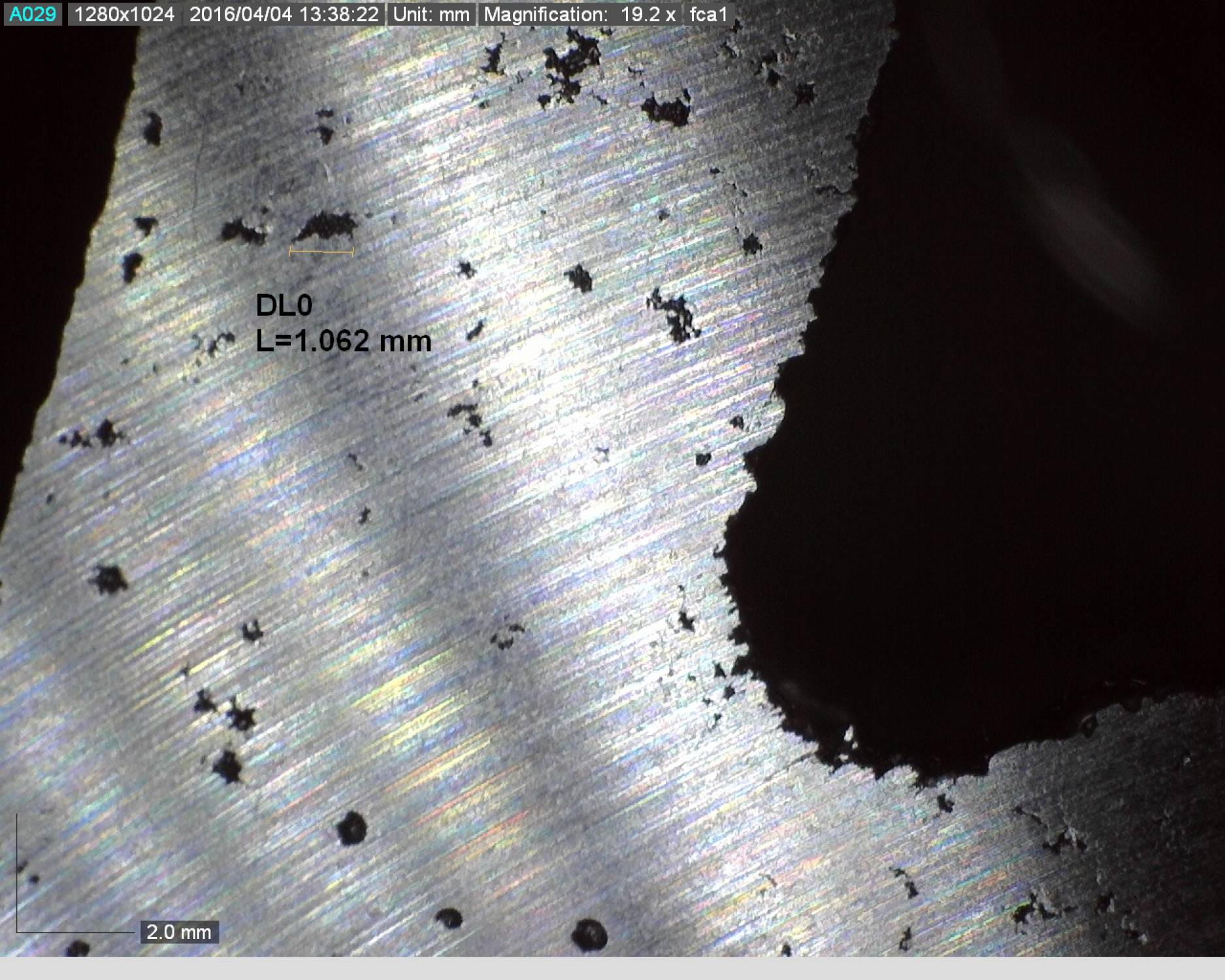
Lunker, die sich beim Aluminiumguss bilden, werden beim Fräsen aufgerissen und führen unbearbeitet zu Undichtigkeiten im Motorblock, Kurbelgehäuse, Zylinderkopf etc. Diese Löcher müssen in einem weiteren Arbeitsgang wieder „zugeschmiert“ werden.

Prozessberatung ist integraler Bestandteil des Walter Portfolios. Nur durch die ganzheitliche Betrachtung der Zerspanungsprozesse oder der Werkzeuglogistik lassen sich alle Effizienzpotenziale erkennen und ausschöpfen.
Neuer Fräser, bewährtes Wendeschneidplatten-Portfolio
Bei der Entwicklung des Sonderwerkzeugs konnte das Walter Team auf bereits vorhandene Lösungen aus dem Sonder-, aber auch aus dem Standardwerkzeugportfolio zurückgreifen. „Zum Wirtschaftlichkeitskonzept des neuen Fräsers gehört eben nicht nur, dass er sich für unterschiedliche Fräsanwendungen eignet. Ein zentraler Faktor für seine Wirtschaftlichkeit sind die Wendeschneidplatten, die bei ihm zum Einsatz kommen können. Sie gehören alle zum Walter Standardprogramm. Das heißt: Unser Kunde kann auch mit dem neuen Fräser die Wendeschneidplatten, die er bisher für die einzelnen Anwendungen verwendet hat, weiter nutzen. Gerade bei Massenherstellern ist das kein geringer Kostenfaktor“, verdeutlicht Burkhard Krauß abschließend.
Teilen: · · Zur Merkliste