anwenderreportage
Iscar SOMX070305-DT: Spezialwerkzeug ersetzt zentrumsnahes Drehen
Produktivität und Prozesssicherheit spielen besonders bei Variantenfertigern wie der Geislinger GmbH in Bad St. Leonhard eine große Rolle. Um bei der Herstellung von Komponenten für Drehschwingungsdämpfern noch effizienter und schneller arbeiten zu können, entwickelte das Unternehmen in Kooperation mit der Iscar Austria GmbH ein ganz spezielles Zerpanungswerkzeug. Dieses ermöglicht die Verkürzung eines Bearbeitungsprozesses auf ein Viertel des ursprünglichen Zeitaufwandes. Autor: Georg Schöpf / x-technik

Die Geislinger GmbH hat sich zum Markt- und Innovationsführer in der Herstellung von Drehschwingungsdämpfern und drehelastischen hochdämpfenden Kupplungen für Diesel- und Gasmotoren etabliert. Im Bild eine SAE-Kupplung.

Hannes Regenfelder
Vertriebstechniker der Iscar Austria GmbH
„Die Entwicklung eines neuen Werkzeuges, für eine ganz spezielle Bearbeitungsaufgabe, erfordert eine enge Zusammenarbeit zwischen Anwender und Werkzeughersteller. Die genauen und umfangreichen Informationen seitens Geislinger haben es uns ermöglicht, ein perfekt abgestimmtes Werkzeug zu liefern.“
Als Markt- und Innovationsführer in der Herstellung von Drehschwingdämpfern und drehelastischen hochdämpfenden Kupplungen für Diesel- und Gasmotoren legt die österreichische Geislinger GmbH stets Wert auf kontinuierliche Verbesserungen sowohl im Produkt- als auch im Herstellungsbereich. Trotz enorm hoher Fertigungstiefe, die für die Kärntner Grundlage für höchstes Niveau in Produktqualität und Liefertreue darstellt, bietet das Unternehmen größtmögliche Flexibilität bei hoher Variantenvielfalt. Mit durchschnittlichen Losgrößen von fünf Stück ist Geislinger ein typischer Kleinserienfertiger und zählt mit zirka 80 CNC-Werkzeugmaschinen am Standort in Bad St. Leonhard (K) zu den größten Betrieben der Region. 1958 gegründet hat man mittlerweile sechs Standorte (davon vier im Ausland) und insgesamt ca. 700 Beschäftigte.

Die mit dem neuen Werkzeugkonzept bearbeiteten Bauteile haben zwischen 400 mm und 1.500 mm im Durchmesser und sind bis zu 1,0 t schwer.

Ing. DI Peter Georg Marzi
BSc. CAM und Anwendungstechnik bei der Geislinger GmbH
„Mit dem von Iscar bereitgestellten Werkzeug gelingt die Erstellung der erforderlichen Kontur wesentlich schneller und sicherer als bisher.“
Problemstellung: Zentrumsnahe Drehbearbeitung
Trotz hoher Variantenvielfalt besteht bei der Herstellung der Drehschwingdämpfer die Anforderung, manche Bereiche in gleicher oder zumindest ähnlicher Weise zu bearbeiten. Obwohl bei der Durchführung zentrumsnaher Drehbearbeitungen mit viel Erfahrung und Know-how auch in der Vergangenheit beste Ergebnisse erzielt wurden, bestand doch die Problematik, dass bei bestimmten Bearbeitungen geringste Schnittgeschwindigkeiten entstehen und daher die Bearbeitung in mehrere Schritte aufgeteilt werden musste. Dabei wurden die Werkstücke, die je nach Variante zwischen 400 mm und 1.500 mm Durchmesser haben und bis zu 1,0 t wiegen können, auf einer Horizontaldrehmaschine bearbeitet. Der ursprüngliche Vorgang bestand aus einer Kombination aus abwechselnden Dreh- und Fräsbearbeitungen. Für die Herstellung der geforderten Kontur benötigte man so fünf verschiedene Werkzeuge bei einer Bearbeitungszeit von etwa 45 Minuten.
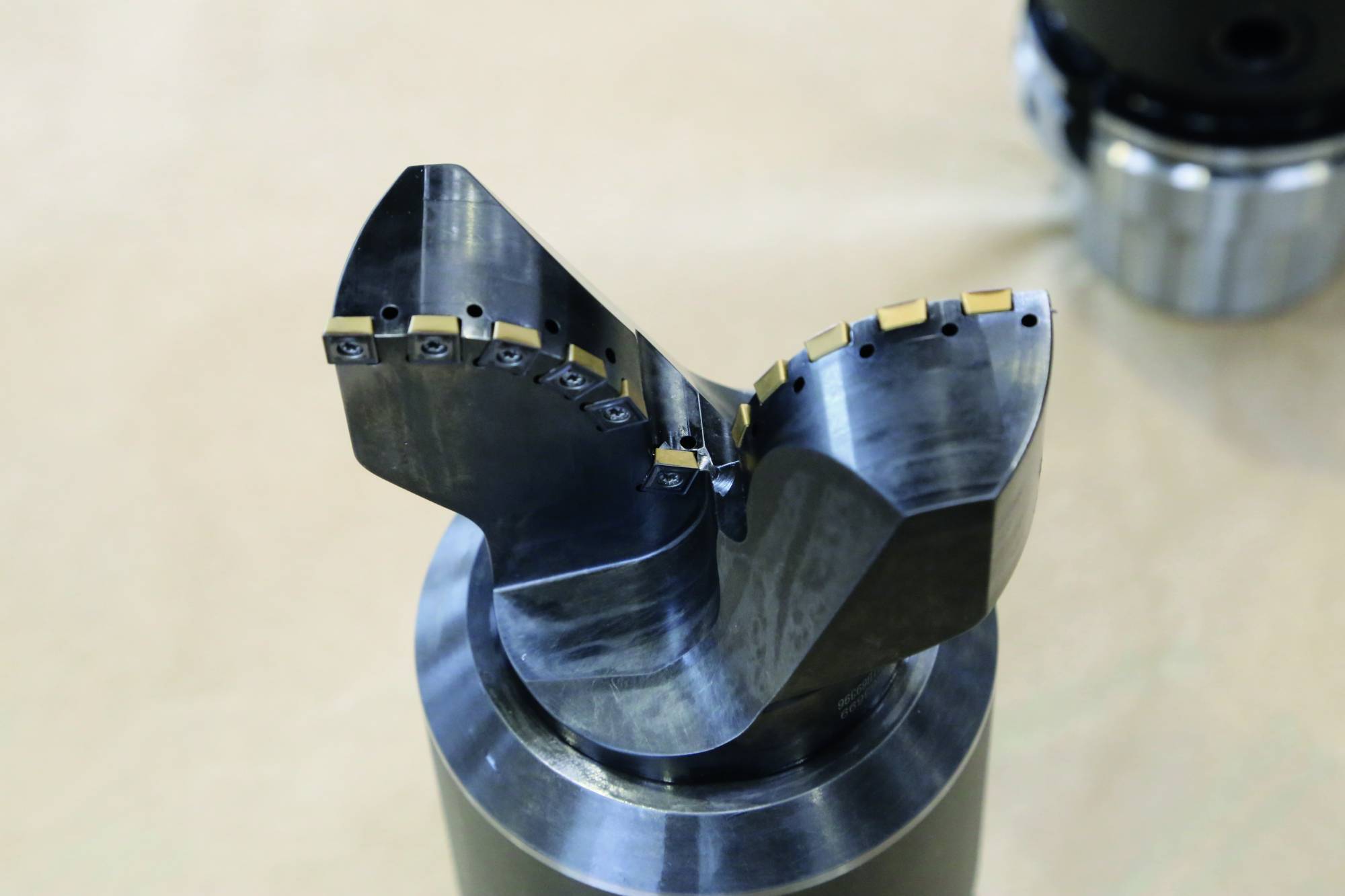
Das Schruppwerkzeug ist mit SOMX070305-DT Standardwendeschneidplatten für eine wirtschaftliche Grundbearbeitung ausgestattet.


Infos zum Anwender
Qualität, innovative Technologien und ein großer Erfahrungsschatz haben die Geislinger GmbH zu einem Markt- und Innovationsführer in der ganzen Welt gemacht. Heute wird das Unternehmen in der dritten Generation von der Familie Geislinger geleitet. Die Produkte findet man in der Antriebstechnik sowie in Antrieben, bei denen es Drehschwingungen zuverlässig zu dämpfen gilt. 98 % der Produktion gehen nach Übersee. Der Firmenumsatz im FY 2013/2014 belief sich auf 87 Mio. EUR. Beachtliche 10 % des Umsatzes werden für Forschung und Entwicklung aufgewendet.
Ziel: Kürzere Bearbeitungsdauer und Durchlaufzeit bei erhöhter Prozesssicherheit
Da diese Kontur aber bereits in etlichen Bauteilen verwendet wird, wuchs der Wunsch, die Bearbeitungsvorgänge zusammen zu fassen und mit Hilfe eines Spezialwerkzeuges die Bearbeitungsdauer signifikant zu verkürzen. Ziel war es zunächst, mit einem einzigen Werkzeug auszukommen. Rahmenbedingungen dieser Herausforderung waren ein Außendurchmesser von 110 mm mit einer Konturbearbeitung im Zentrum, bei einer Kompletttiefe von 45 mm. Spanbruch, Schnittgeschwindigkeiten und Werkzeugstabilität müssen dazu perfekt aufeinander abgestimmt sein.
Um diese Vorgabe bewältigen zu können, wurden verschiedene Werkzeughersteller kontaktiert und zur Erarbeitung von Lösungsvorschlägen aufgefordert. Einer Anforderung, der sich nur zwei Anbieter stellen wollten.
Überzeugen konnte sich schließlich die Iscar Austria GmbH mit einem Konzept, das die Bearbeitungsstrategie komplett auf den Kopf stellte. Wurde in der ursprünglichen Bearbeitung im Wesentlichen das Werkstück gedreht, so steht bei der neuen Strategie das Werkstück still und die Bearbeitung erfolgt mit Hilfe eines Sonderkonturwerkzeuges, das für die Endbearbeitung mit speziell angefertigten Schneideplatten ausgestattet wird.

Mit dem neu entwickelten Werkzeugset konnte eine signifikante Reduktion der Bearbeitungszeit bei höherer Prozessicherheit erreicht werden.
Lösung: Zweistufiges Konzept
Entgegen der Anforderung konnten die Anwendungstechniker von Iscar mit einem zweistufigen Konzept überzeugen, das die Bearbeitung in einen Schrupp- und einen Schlichtvorgang aufteilt. „Natürlich hatten wir die Anforderung an ein singuläres Werkzeug im Blick. Dennoch erschien uns eine Aufteilung sinnvoll, weil wir dadurch einen hohen Zugewinn in der Prozesssicherheit erzielen konnten“, so Hannes Regenfelder Vertriebstechniker bei Iscar.
Das entwickelte Werkzeugset besteht aus zwei Werkzeugen: Einem Werkzeugkörper für die Schruppbearbeitung, der mit Standard-Wendeschneidplatten SOMX070305-DT in IC808 Sorte bestückt werden kann und somit eine wirtschaftliche Vorbearbeitung ermöglicht. Für die Schlichtbearbeitung entstand ein gesonderter Werkzeugkörper mit konturgenauen, auswechselbaren Schneideplatten in Sorte IC908– einem universellen TiAlN-beschichteten Schneidstoff.
Als Werkstoff für die bearbeiteten Bauteile kommt bei Geislinger hauptsächlich S 355 JR zum Einsatz. „Auch ein einziges Werkzeug wäre realisierbar gewesen, hätte aber Kompromisse bei den Schnittdaten und der Oberflächengüte erfordert. Mit der Bereitstellung des zweistufigen Konzeptes gelang uns aber eine elegante Lösung, die bei aktuellen Werkzeugwechselzeiten keine nennenswerte Einbuße in der Bearbeitungszeit verursacht“, wirft der Iscar-Anwendungsexperte Volker Labrenz ein. Durch dieses spezielle Werkzeugkonzept von Iscar konnte laut Aussage von Elisabeth Durchschlag, BEng., Werkzeugtechnologin bei Geislinger, eine beachtliche Verkürzung der Bearbeitungszeit von etwa 45 min auf nur 11 min erreicht werden. Da die vorgegebene Kontur, die mit dem Werkzeug erzielt werden muss, bei etwa 300 bis 350 Bauteilen pro Jahr vor kommt, wirkt sich der Einsatz der neuen Lösung merkbar auf die Gesamtproduktivität aus.

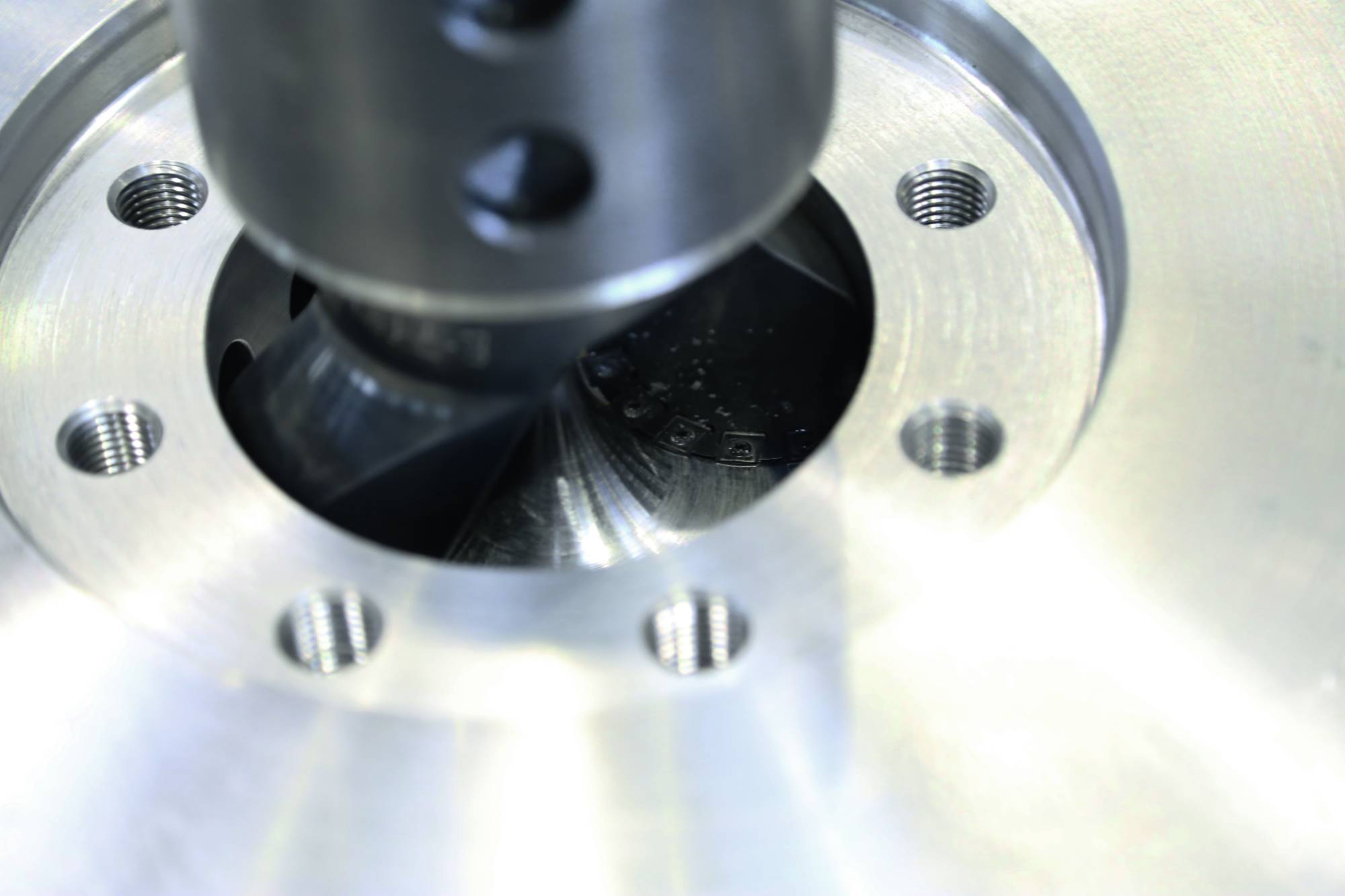
Das Werkzeugset besteht aus einem Schrupp- und einem Schlichtwerkzeug. Das zweistufige Konzept ermöglicht höchste Prozesssicherheit. (Oben Schlichten, Unten Schruppen).
Grundlegend neues Werkzeug
Um die Konturvorgabe in einem Sonderwerkzeug umsetzen zu können, war nicht nur die Erstellung entsprechender Schneidplatten erforderlich. Das Konzept erforderte ein grundlegend neues Werkzeug. Es wurde explizit ein Aufbau aus Werkzeugträger und Schneidplatteneinsatz gefordert. Ein VHM-Werkzeug kam für die Kärntner nicht in Frage. „Für uns war es wichtig, dass im Bedarfsfall einzelne Schneidenbereiche gewechselt werden können“, erklärt Durchschlag.
„Die vorgegebenen Werte für Maße, Toleranzen und Oberflächengüte liegen so eng, dass die gewünschte Prozesssicherheit nur mit einem Grundkörper mit präzisionsgeschliffenen Schneiden realisierbar war“, erklärt Regenfelder. „Und uns war es besonders wichtig, ein System zur Verfügung zu haben, das auch im Bereich der Werkzeugvorbereitung ein möglichst leichtes Handling erlaubt“, ergänzt DI Peter Georg Marzi, Mitarbeiter im Bereich CAM und Anwendungstechnik bei Geislinger, der maßgeblich für die Einführung des neuen Werkzeuges verantwortlich war.

Das Schlichtwerkzeug verfügt über konturgenau geformte und geschliffene Schneidplatten, die im Finish höchste Oberflächengüte gewährleisten.
Erfolgreiche Gemeinschaftsleistung
„Für das Erarbeiten der Bearbeitungsstrategie war ein enger Schulterschluss zwischen unserer Entwicklungsabteilung und der Programmierabteilung bei Geislinger erforderlich. Sollte doch sichergestellt werden, dass die neu zu definierenden Bearbeitungsschritte in das Gesamtkonzept der Bauteilherstellung passen. Außerdem wurde von Geislinger ein Bearbeitungsprogramm erstellt, das genau auf das Werkzeug abgestimmt ist“, geht Labrenz nochmals ins Detail. „Aufgrund der guten Zusammenarbeit haben wir uns auch entschlossen, das Kostenrisiko voll zu übernehmen, weil wir uns sicher waren, dass ein zufriedenstellendes Ergebnis zustande kommt“, führt er weiter aus. Durch die intensive Zusammenarbeit war es möglich, dass nach der Anforderungsdefinition mit lediglich drei Nachbearbeitungsschritten das fertige Werkzeugset zur Verfügung stand.
„Die gesamte Entwicklungszeit zwischen Anforderungsdefinition und produktivem Einsatz betrug gerade einmal drei Monate“, freut sich Marzi. „Das war nur möglich, weil wir seitens der Firma Geislinger regelmäßiges Feedback mit Daten und Bildern über die Testergebnisse erhalten haben. Das hat die Anpassungsarbeit erleichtert“, pflichtet Regenfelder bei und fasst die gemeinsame Entwicklung in einem Satz zusammen: „Wenn alle Beteiligten an einem Strang ziehen, entstehen maßgeschneiderte Lösungen, sowie eine Win-Win Situation für alle Beteiligten.“
Teilen: · · Zur Merkliste